Pytanie 1
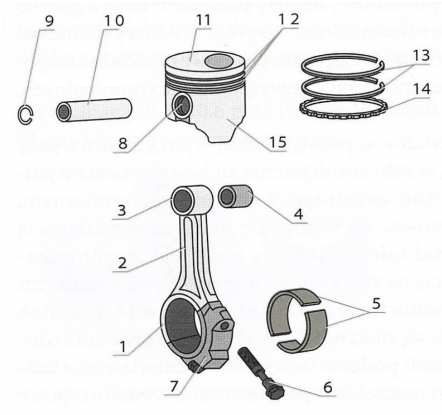
Aby zamontować tłok z pierścieniami w cylindrze, należy użyć
A. prasy hydraulicznej
B. opaski zaciskowej do pierścieni
C. prasy śrubowej
D. szczypiec do pierścieni
Odpowiedź "opaskę zaciskową do pierścieni" jest prawidłowa, ponieważ montaż tłoka z pierścieniami w cylindrze wymaga zastosowania specjalistycznego narzędzia, które zapewnia ich prawidłowe umiejscowienie i uszczelnienie. Opaska zaciskowa do pierścieni pozwala na równomierne i kontrolowane wprowadzenie pierścieni do cylindra, co minimalizuje ryzyko ich uszkodzenia oraz zapewnia ich prawidłowe dopasowanie. W praktyce, aby zainstalować tłok, pierścienie należy najpierw włożyć do opaski, a następnie opaskę z pierścieniami wprowadza się do cylindra. To podejście jest zgodne z normami branżowymi, które zalecają używanie odpowiednich narzędzi w celu zapewnienia wysokiej jakości montażu. Dobrą praktyką jest także regularne sprawdzanie stanu pierścieni przed montażem oraz ich zgodności z wymaganiami producenta, co zapobiega problemom z uszczelnieniem w trakcie pracy silnika. Warto również zwrócić uwagę na odpowiednią smarowanie pierścieni, co zwiększa ich trwałość i wydajność.