Pytanie 1
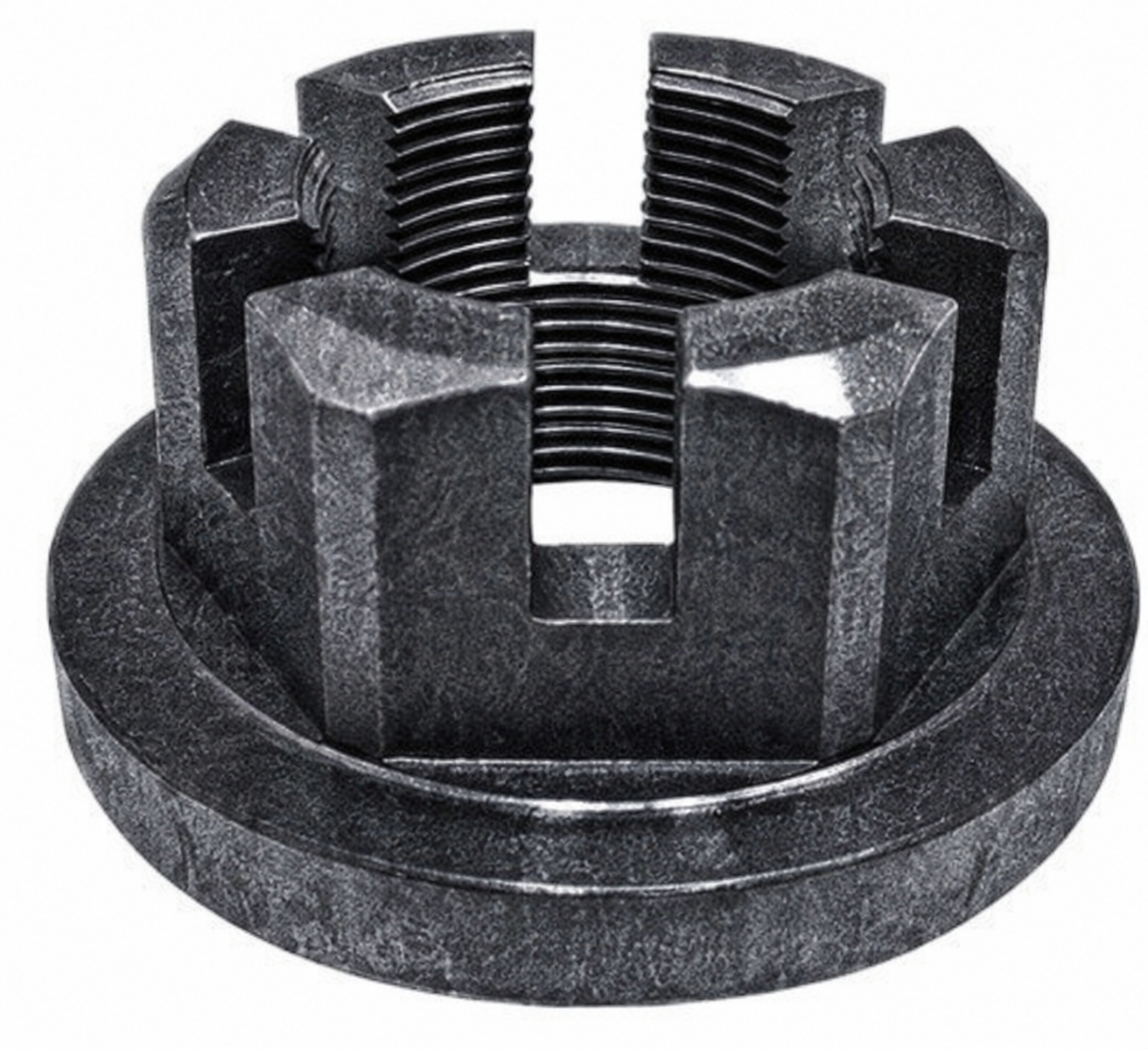
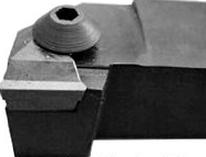
W celu odkręcenia płytki w nożu przedstawionym na zdjęciu, należy użyć klucza
A. płaskiego.
B. rurowego.
C. imbusowego.
D. oczkowego.
Użycie klucza imbusowego do odkręcania płytki w nożu jest poprawnym podejściem, ponieważ śruba, która jest widoczna na zdjęciu, posiada sześciokątny otwór wewnętrzny. Klucz imbusowy, znany również jako klucz Allen, jest zaprojektowany specjalnie do obsługi tego rodzaju śrub. W przemyśle i w rzemiośle klucze imbusowe są powszechnie stosowane do montażu i demontażu elementów, takich jak meble, sprzęt sportowy czy urządzenia mechaniczne, gdzie dostęp do śrub może być ograniczony. Standardowe zestawy narzędzi często zawierają różne rozmiary kluczy imbusowych, co pozwala na dostosowanie narzędzia do konkretnej śruby. Ponadto, stosowanie kluczy, które pasują do kształtu śrub, zwiększa efektywność pracy oraz zmniejsza ryzyko uszkodzenia zarówno narzędzia, jak i elementu, który jest obsługiwany. Dlatego klucz imbusowy jest nie tylko odpowiedni, ale również rekomendowany w wielu standardach inżynieryjnych i budowlanych.