Pytanie 1
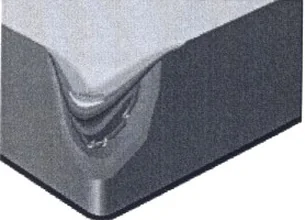
Na rysunku noża tokarskiego numerem 1 oznaczono
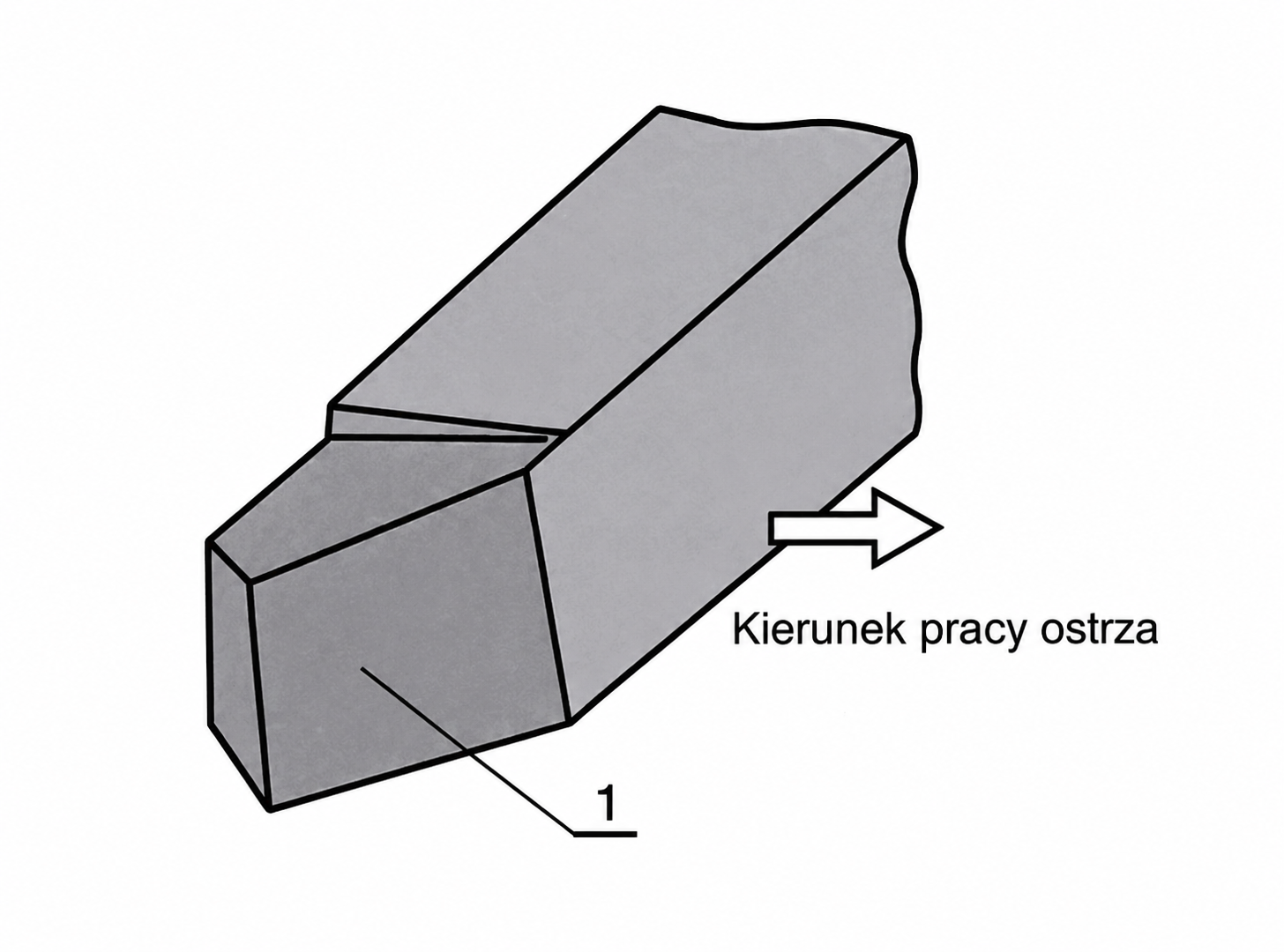
A. powierzchnię natarcia.
B. pomocniczą powierzchnię przyłożenia.
C. powierzchnię przejściową.
D. główną powierzchnię przyłożenia.
Wybór odpowiedzi, która nie odnosi się do głównej powierzchni przyłożenia, może prowadzić do zamieszania związanego ze strukturą narzędzi skrawających i ich funkcjami. Powierzchnie jak natarcia, pomocnicze powierzchnie czy przejściowe mają różne zadania, które są naprawdę ważne podczas obróbki. Powierzchnia natarcia to miejsce, gdzie narzędzie po raz pierwszy styka się z materiałem, ale jej rola jest dość ograniczona – tylko na początku skrawania. Chociaż pomocnicze powierzchnie również są istotne, to nie są głównymi powierzchniami, które odpowiadają za efektywność skrawania. Powierzchnie przejściowe ułatwiają przechodzenie narzędzia przez materiał, ale nie odpowiadają za kluczowe procesy skrawania. Błędny wybór może wynikać z mylnego zrozumienia ról tych powierzchni, co może sprawić kłopoty podczas praktycznego użycia narzędzi i w obróbce materiałów. Rozumienie tych różnic jest naprawdę ważne dla każdego w branży obróbczej, żeby zapewnić efektywność i jakość w produkcji.