Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 26/40 punktów (65,0%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Określ na podstawie tabeli, który gniot bezwzględny należy zastosować w szóstym przepuście przy walcowaniu blachy o końcowej grubości 14 mm.
| Wartości kolejnych gniotów do walcowania blach 14 x 2000 x 6000 mm | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Nr Przepustu | Wymiary pasma | Δh mm | λ | Średnica walców D mm | Temperatura metalu °C | Średni nacisk jednostkowy p MPa | ||||||
| grubość mm | szerokość mm | długość m | ||||||||||
| 0 | 200 | 1600 | 2,5 | – | – | – | – | – | ||||
| 1 | 183 | 1740 | 2,5 | 17 | 1,09 | 1034 | 1200 | 53 | ||||
| 2 | 153 | 2070 | 2,5 | 30 | 1,19 | 1034 | 1197 | 53 | ||||
| 3 | 113 | 2070 | 3,37 | 40 | 1,35 | 1034 | 1192 | 58 | ||||
| 4 | 83 | 2070 | 4,60 | 30 | 1,36 | 1034 | 1183 | 63 | ||||
| 5 | 60 | 2070 | 6,28 | 23 | 1,38 | 1034 | 1167 | 72 | ||||
| 6 | 44 | 2070 | 8,56 | 16 | 1,36 | 800 | 1147 | 82 | ||||
| 7 | 32 | 2070 | 11,77 | 12 | 1,38 | 800 | 1120 | 94,4 | ||||
| 8 | 24 | 2070 | 15,70 | 8 | 1,33 | 800 | 1081 | 114,0 | ||||
| 9 | 19 | 2070 | 19,83 | 5 | 1,26 | 800 | 1034 | 132,8 | ||||
| 10 | 16 | 2070 | 23,55 | 3 | 1,19 | 800 | 985 | 146,4 | ||||
| 11 | 14,5 | 2070 | 26,00 | 1,5 | 1,10 | 800 | 940 | 147,2 | ||||
| 12 | 14,0 | 2070 | 26,91 | 0,5 | 1,04 | 800 | 900 | 133,2 | ||||
Wsad należy nagrzać przed obróbką plastyczną do temperatury 1200°C. Odczytaj z rysunku miernika temperaturę materiału w piecu i określ o ile stopni należy jeszcze dogrzać wsad.

Jakie jest główne zastosowanie żużli hutniczych w przemyśle?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wyznacz średnicę D krążka blachy, z którego ma być stworzona wytłoczka o średnicy d = 80 mm, przy założeniu, że D=1,3d.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Określ na podstawie tabeli zalecany zakres temperatur wyciskania stopu AlCu4Mg2.
| Parametry procesu wyciskania stopów aluminium | ||
|---|---|---|
| Gatunek stopu | Średnica pojemnika mm | Temperatura wyciskania °C |
| AlMgSi | 155÷500 | 480÷500 |
| AlMg1SiCu | ||
| AlCu4Mg4 | 155÷1200 | 350÷480 |
| AlCu4Mg2 | ||
| AlCu2Mg | ||
| AlMg2 | 155÷500 | 450÷520 |
| AlMg3 | ||
| AlMg5 | 155÷1200 | 400÷450 |
Jaką substancję smarną wykorzystuje się w obróbce plastycznej prowadzonej w temperaturze pokojowej?
W jakich urządzeniach używanych w metalurgii miedzi zachodzi proces świeżenia?
Na podstawie danych w tabeli wskaż zakres nacisków jednostkowych w MPa dla stali węglowej o zawartości węgla nieprzekraczającej 0,1%
| Materiał | Naciski jednostkowe MPa |
|---|---|
| Aluminium | 600-800 |
| Stopy aluminium do obr. plastycznej | 800-1000 |
| Czysta miedź | 1200-1400 |
| Mosiądz M63 | 1400-1600 |
| Stal węglowa (do 0,1 % C) | 1200-1600 |
| Stal węglowa (do 0. 15% C) | 1600-1800 |
| Stale węglowe (do 0,35% C) oraz niskostopowe | 1800-2200 2000-2800 |
Średnica prętów walcowanych na gorąco powinna zgodnie z dokumentacją wynosić \( \phi 30_{-0,3}^{+0,2} \). Która średnica pręta nie spełnia tego warunku?
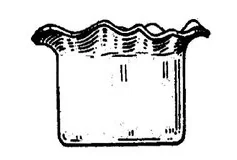
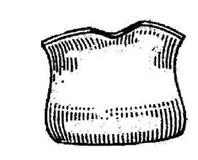
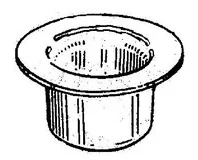
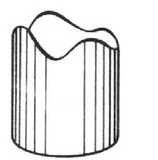
Wadę wyrobu tłoczonego, która powstaje gdy zastosuje się zbyt mały nacisk dociskacza przedstawiono na rysunku oznaczonym literą
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie z wymienionych produktów są tworzone z rozpylanych proszków niskowęglowej stali niestopowej?
Jakie testy powinny być wykonane, aby zweryfikować, czy produkt osiąga wymaganą wytrzymałość Rm po obróbce plastycznej?
Jakie działanie należy wykonać tuż przed rozpoczęciem walcowania blach na zimno?
Określ na podstawie tabeli, która z wymienionych atmosfer ochronnych powinna być zastosowana w produkcji spieków z proszków tantalu.
| Tabela atmosfer ochronnych wykorzystywanych do spiekania wyrobów | |||||
|---|---|---|---|---|---|
| Materiał proszku | Atmosfera ochronna | ||||
| Azot | Wodór | Argon | Hel | Próżnia | |
| Stopy aluminium | x | x | x | ||
| Mosiądz | x | ||||
| Stale nierdzewne | x | x | |||
| Węgliki spiekane | x | x | x | x | |
| Tytan, niob, tantal | x | x | |||
Z jakich materiałów odpornych na wysoką temperaturę produkowany jest rdzeń wielkiego pieca?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Określ na podstawie tabeli, w jakim zakresie temperatur należy prowadzić wyżarzanie rekrystalizujące mosiądzu.
| Lp. | Materiał | Temperatura, °C | ||
|---|---|---|---|---|
| odprężania | rekrystalizacji | wyżarzania rekrystalizującego | ||
| 1. | Miedź | 300 | 180 ÷ 230 | 500 ÷ 700 |
| 2. | Mosiądz (67% Cu) | 270 ÷ 290 | 350 ÷ 370 | 550 ÷ 600 |
| 3. | Stal (0,1% C) | 400 ÷ 450 | 500 ÷ 520 | 600 ÷ 700 |
| 4. | Nikiel | 400 | 550 | 780 ÷ 850 |
Podczas walcowania na zimno stal zyskuje pewne właściwości w wyniku
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaką metodę usuwania zanieczyszczeń z powierzchni blach wykorzystuje się przed aplikacją warstwy ochronnej cynku w procesie ciągłego cynkowania ogniowego?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
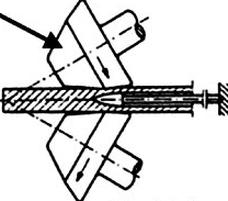
Strzałka na schemacie przedstawiającym walcowanie tulei w walcarkach skośnych wskazuje walec
Odczytaj z tabeli, jaka jest zalecana temperatura nagrzewania i wygrzewania sprężyn wykonanych ze stali 50S2 przed hartowaniem oraz który ośrodek chłodzący należy stosować przy hartowaniu.
| Zalecane warunki obróbki cieplnej | |||
|---|---|---|---|
| Znak stali | Temperatura hartowania ± 10°C | Ośrodek chłodzący | Temperatura odpuszczania ± 30°C |
| 50S | 800 | woda | 380 |
| 40S2 | 840 | woda | 430 |
| 50S2 | 870 | woda | 460 |
| 55S2 | 870 | olej | 460 |
| 50HSA | 850 | olej | 520 |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
W tabeli podano ilość operacji poszczególnych płyt odcinaka dwutaktowego, po wykonaniu których należy przeprowadzić przeglądy lub naprawy oprzyrządowania. Którą płytę należy najczęściej poddawać przeglądom i naprawom?
| Czynność | Ilość wykonanych operacji | |||
|---|---|---|---|---|
| Płyta | ||||
| tnąca | stemplowa | głowicowa | prowadząca | |
| Przegląd techniczny | 500 | 1 000 | 2 000 | 1 000 |
| Naprawa bieżąca | 750 | 1 250 | 3 000 | 1 500 |
| Naprawa średnia | 1 000 | 1 500 | 4 000 | 2 000 |
| Naprawa główna | 1 250 | 1 750 | 5 000 | 2 500 |
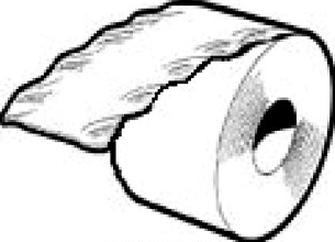
Który z wymienionych czynników jest główną przyczyną powstania przedstawionej na rysunku wady walcowanej blachy?
Który z podanych rodzajów obróbki wykańczającej produktów gotowych zapewnia obrabianej powierzchni najwyższy poziom gładkości?
Które z poniższych urządzeń nadaje się najlepiej do precyzyjnego i bezstratnego pocięcia arkusza blachy stalowej o wymiarach 1500 x 1000 mm i grubości 1,5 mm na pasy o szerokości 200 mm?
Odczytaj z tabeli, jaka może być najmniejsza grubość denka odkuwki o średnicy ds = 102 mm i wysokości h = 200 mm.
| \( b_s \) lub \( d_s \) mm | Najmniejsze grubości dla lub denka dla stosunku \( \frac{l}{b_s} \) lub \( \frac{h}{d_s} \) | |
|---|---|---|
| \( \frac{l}{b_s} \) lub \( \frac{h}{d_s} \leq 3 \) | \( \frac{l}{b_s} \) lub \( \frac{h}{d_s} > 3 \) | |
| do 25 | 2 | 3 |
| 25,1 – 40 | 3 | 4 |
| 40,1 – 63 | 5 | 6 |
| 63,1 – 100 | 6 | 8 |
| 100,1 – 160 | 8 | 10 |
| 160,1 – 250 | 12 | 16 |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakiego rodzaju piec jest najczęściej używany w procesie bezpośredniej redukcji rudy żelaza?
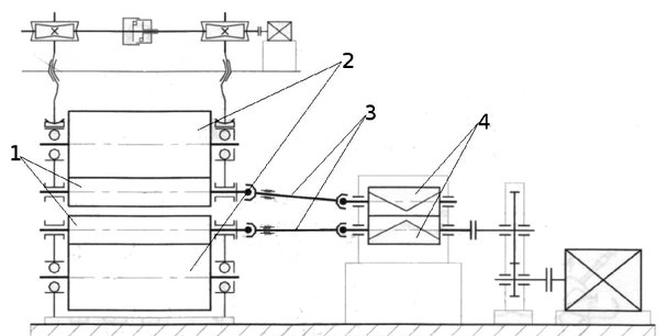
Na schemacie walcarki walce oporowe oznaczono na rysunku cyfrą