Pytanie 1
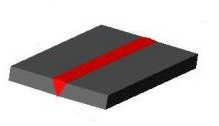
Przedstawiona na rysunku barwa nalotowa stali odpowiada temperaturze

A. 250°C
B. 270°C
C. 280°C
D. 260°C
Brak odpowiedzi na to pytanie.
Wyjaśnienie poprawnej odpowiedzi:
Barwa nalotowa widoczna na stali – typowa czerwień wiśniowa – wskazuje na uzyskanie temperatury około 270°C. W praktyce inżynierskiej to właśnie ten odcień uznaje się za charakterystyczny dla tej wartości. Samo zjawisko powstawania barw nalotowych wynika z reakcji powierzchni metalu z tlenem podczas nagrzewania, co prowadzi do formowania cienkiej warstwy tlenków o określonej grubości. Każda temperatura powoduje nieco inny kolor – od żółci przy 220°C, przez brązy, aż po czerwień przy ok. 270°C. Naprawdę warto znać te zależności, bo w warsztacie czy podczas kontroli procesu cieplnego często nie ma pod ręką pirometru i trzeba zaufać własnemu oku. Z mojego doświadczenia, różnicowanie barw nalotowych to dobra praktyka przy hartowaniu czy wyżarzaniu drobnych elementów, a standardy branżowe (np. PN-EN ISO 1832) wręcz wymagają sprawdzania jakości obróbki cieplnej również „na oko”. Odpowiednia interpretacja koloru potrafi uchronić przed przegrzaniem materiału, co mogłoby doprowadzić do utraty właściwości wytrzymałościowych albo naruszenia struktury stali. Taka wiedza potrafi zaoszczędzić sporo nerwów – szczególnie przy precyzyjnych pracach lub kontroli jakości wyrobów metalowych.
Barwa nalotowa widoczna na stali – typowa czerwień wiśniowa – wskazuje na uzyskanie temperatury około 270°C. W praktyce inżynierskiej to właśnie ten odcień uznaje się za charakterystyczny dla tej wartości. Samo zjawisko powstawania barw nalotowych wynika z reakcji powierzchni metalu z tlenem podczas nagrzewania, co prowadzi do formowania cienkiej warstwy tlenków o określonej grubości. Każda temperatura powoduje nieco inny kolor – od żółci przy 220°C, przez brązy, aż po czerwień przy ok. 270°C. Naprawdę warto znać te zależności, bo w warsztacie czy podczas kontroli procesu cieplnego często nie ma pod ręką pirometru i trzeba zaufać własnemu oku. Z mojego doświadczenia, różnicowanie barw nalotowych to dobra praktyka przy hartowaniu czy wyżarzaniu drobnych elementów, a standardy branżowe (np. PN-EN ISO 1832) wręcz wymagają sprawdzania jakości obróbki cieplnej również „na oko”. Odpowiednia interpretacja koloru potrafi uchronić przed przegrzaniem materiału, co mogłoby doprowadzić do utraty właściwości wytrzymałościowych albo naruszenia struktury stali. Taka wiedza potrafi zaoszczędzić sporo nerwów – szczególnie przy precyzyjnych pracach lub kontroli jakości wyrobów metalowych.