Pytanie 1
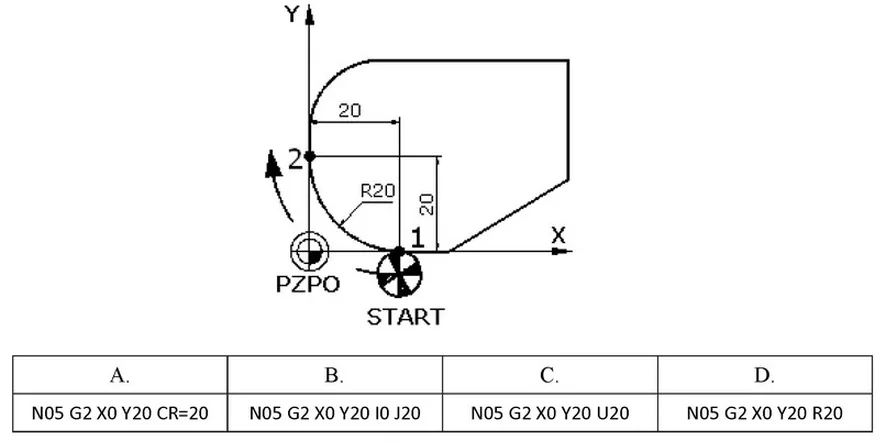
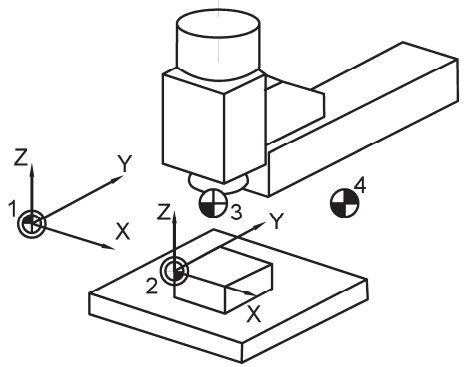
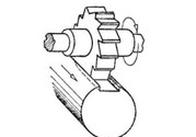
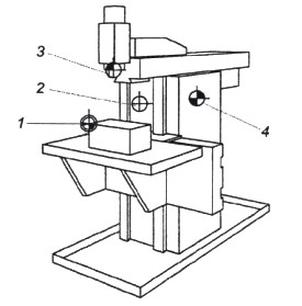
Który fragment programu sterującego realizuje zabieg nawiercania otworu 2 w części przedstawionej na rysunku?
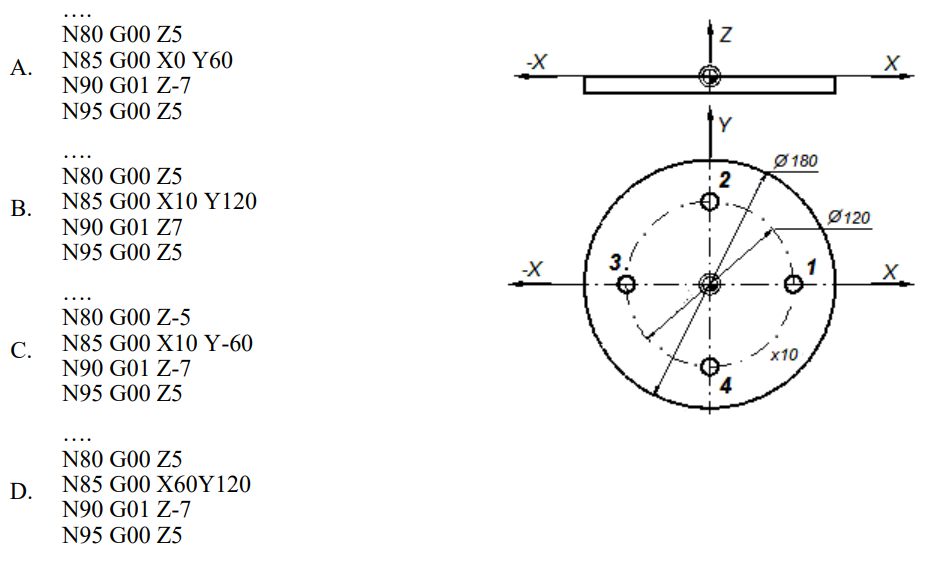
A. C.
B. D.
C. A.
D. B.
Wybór błędnej odpowiedzi może być wynikiem kilku typowych błędów myślowych związanych z interpretacją rysunków technicznych oraz programów sterujących. Często zdarza się, że osoby analizujące rysunki koncentrują się na ogólnym wyglądzie części, a nie zwracają uwagi na szczegółowe oznaczenia. W przypadku nawiercania, kluczowe jest zrozumienie, że każdy otwór na rysunku ma przypisany unikalny identyfikator, co ułatwia śledzenie procesu produkcyjnego. Ignorowanie tego aspektu może prowadzić do poważnych błędów, takich jak nieprawidłowe umiejscowienie otworów, co w konsekwencji wpływa na jakość i bezpieczeństwo gotowego produktu. Dodatkowo, brak znajomości procedur związanych z programowaniem maszyn CNC może prowadzić do nieprawidłowego wyboru fragmentów kodu odpowiadającego za realizację konkretnych zadań obróbczych. W branży inżynieryjnej, przestrzeganie standardów takich jak ISO 9001, dotyczących zarządzania jakością, może znacząco zredukować ryzyko wystąpienia tych błędów. Kluczowe jest także szkolenie operatorów i inżynierów w zakresie odczytywania rysunków oraz programowania maszyn, co pomoże w uniknięciu pomyłek i poprawi efektywność produkcji.