Pytanie 1
Który z podanych znaków należy umieścić na opakowaniu zbiorczym z tworzywa sztucznego, zawierającym serwisy kawowe z porcelany?
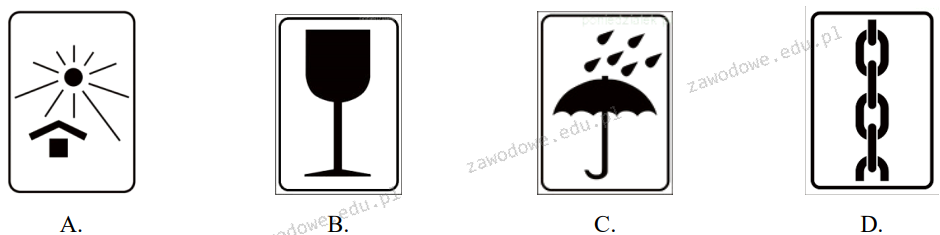
A. A.
B. C.
C. B.
D. D.
Znak B, który oznacza, że produkt jest kruchy, jest właściwym oznaczeniem dla opakowania zbiorczego serwisów kawowych z porcelany. Porcelana, będąca materiałem ceramicznym, jest znana z wysokiej estetyki i delikatności, co czyni ją podatną na uszkodzenia mechaniczne. Zastosowanie znaku ostrzegawczego na opakowaniu jest kluczowe, aby zminimalizować ryzyko uszkodzenia zarówno produktów, jak i osób zajmujących się ich transportem. W praktyce, umieszczając ten znak, informujemy pracowników magazynów oraz dostawców o konieczności ostrożnego obchodzenia się z ładunkiem. W branży opakowań wielokrotnie podkreślano znaczenie właściwego oznakowania, które nie tylko zwiększa bezpieczeństwo, ale również wpływa na efektywność procesów logistycznych. Dobre praktyki w zakresie transportu i przechowywania delikatnych przedmiotów zawsze powinny opierać się na świadomości dotyczącej ich kruchości, co w przypadku porcelany jest szczególnie istotne.