Pytanie 1
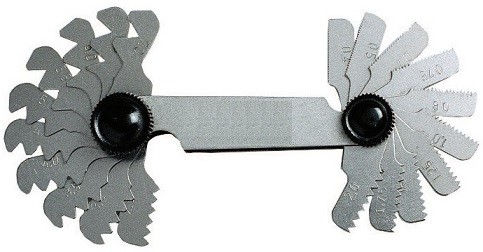
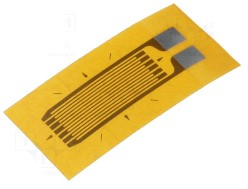
Którego rodzaju szczęk praski należy użyć w celu zaciśnięcia na końcu przewodu końcówek izolowanych przedstawionych na rysunku?

A. Szczęki 1
B. Szczęki 3
C. Szczęki 4
D. Szczęki 2
Szczęki oznaczone jako numer 4 są przeznaczone właśnie do zaciskania końcówek izolowanych, takich jak te pokazane na pierwszym zdjęciu — czyli z kolorową częścią izolacyjną (żółta, czerwona, niebieska). Moim zdaniem to najwygodniejsze rozwiązanie, bo każde gniazdo w tych szczękach jest oznaczone kolorem odpowiadającym konkretnej końcówce: niebieski do niebieskiej, czerwony do czerwonej itd. To bardzo ułatwia robotę na budowie czy w warsztacie, zwłaszcza jak masz do czynienia z dużą ilością przewodów i końcówek. Te szczęki mają specjalnie wyprofilowany kształt, żeby nie uszkodzić izolacji podczas zaciskania, a jednocześnie zapewnić pewny i trwały styk elektryczny. W praktyce stosowanie dedykowanych szczęk do końcówek izolowanych gwarantuje nie tylko bezpieczeństwo użytkownika, ale też zgodność z normami — chociażby z PN-EN 60999-1 dotyczącej połączeń przewodów elektrycznych. Warto wiedzieć, że inne typy szczęk mogą nie docisnąć końcówki na tyle dobrze lub mogą wręcz naruszyć izolację, co potem skutkuje reklamacjami i problemami w eksploatacji. Osobiście zawsze polecam kontrolować zacisk wizualnie: izolacja nie powinna być zmiażdżona, a końcówka powinna mocno trzymać się przewodu nawet po kilkukrotnym zgięciu.