Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 20/40 punktów (50,0%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Przed złożeniem elementów stalowych trzeba
Kluczowe jest określenie odpowiedniego luzu osiowego podczas instalacji sprzęgła?
Na rysunku technicznym zarysy i krawędzie niewidoczne przedmiotów przedstawiane są poprzez linię
Podczas codziennej konserwacji maszyn pracownik nie jest zobowiązany do
Degradacja metali w środowisku cieczy pod wpływem prądu elektrycznego określana jest mianem korozji
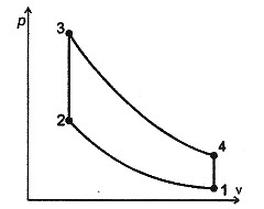
W obiegu teoretycznym Otto ciepło jest dostarczane do układu podczas przemiany
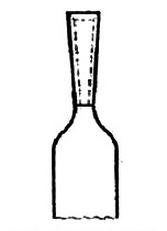
Nóż tokarski przedstawiony na rysunku przeznaczony jest do
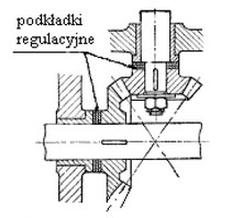
Którą z wymienionych zasad montażu zastosowano do wzajemnego ustawienia stożkowych kół zębatych w celu zapewnienia właściwego dolegania boków zębów?
Jaką czynność należy wykonać przed każdym podłączeniem sprężarki tłokowej z silnikiem elektrycznym?
Wskaż element, który ma wpływ na szybkość wypływu cieczy z otworu umiejscowionego w dnie zbiornika.
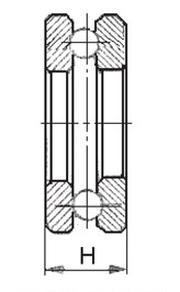
Na rysunku przedstawiono łożysko
Przekładnia globoidalna należy do typu przekładni
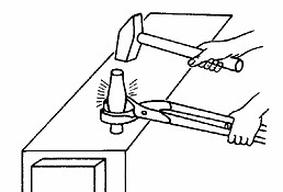
Przedstawiona na rysunku operacja kucia ręcznego, to
W cylindrze znajduje się gaz o objętości v1= 5 m3 pod ciśnieniem p1= 2 MPa. Jaką objętość osiągnie gaz, gdy przemiana będzie miała miejsce przy stałej temperaturze, a ciśnienie końcowe p2 = 10 MPa?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Nie można zastosować przenośnika do transportu materiałów sypkich luzem?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
W celu podziału obwodu przedmiotu obrabianego na sześć równych segmentów, konieczne jest użycie
Zjawisko, które niszczy spójność ziaren metali na dużych głębokościach, jest trudne do zauważenia, to korozja
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Zawór, który utrzymuje stałe ciśnienie na wyjściu, niezależnie od wahań ciśnienia wejściowego, nazywamy
Podczas montażu przekładni przedstawionej na rysunku należy zapewnić
Aby zapobiec efektowi stroboskopowemu, przed rozpoczęciem pracy z urządzeniami mającymi elementy rotacyjne (np. tokarki), co należy zrobić?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie z poniższych oznaczeń odnosi się do twardości powierzchni?
Kiedy istnieje podejrzenie uszkodzenia kręgosłupa u poszkodowanego, konieczne jest wezwanie pogotowia oraz
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
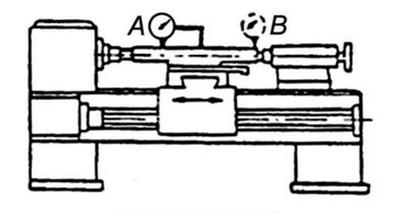
Do sprawdzenia równoległości linii kłów do prowadnic łoża w płaszczyźnie pionowej (jak na rysunku) zastosowano
Jakie są naprężenia w pręcie poddawanym skręceniu z momentem 60 Nm, mając wskaźnik wytrzymałości na skręcanie równy 3000 mm3?
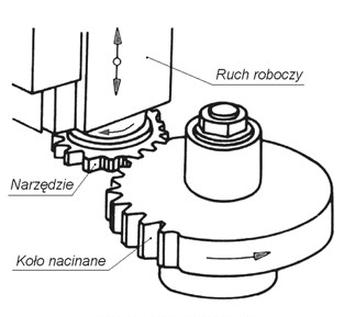
Rysunek przedstawia obróbkę uzębienia koła zębatego za pomocą
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
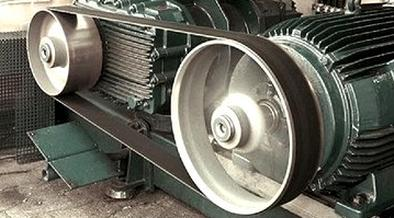
Montaż koła pasowego na wale (połączenie wpustowe) po przeprowadzeniu naprawy powinien być realizowany zgodnie z zasadą
Który z podanych środków ochrony osobistej nie powinien być używany podczas pracy na szlifierce?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Zdarzenie losowe, które sprawia, że obiekt przestaje być w pełni sprawny na czas określony lub na stałe, a jego stan zmienia się na częściowo sprawny lub całkowicie niesprawny, określane jest jako
Które łożysko przedstawiono na rysunku?
