Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 33/40 punktów (82,5%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Rozwiertak 24H7 z chwytem stożkowym Morse'a o wielkości "2" powinien być zamocowany w oprawce tokarki CNC o rozmiarze stożka "5", wykorzystując poniższy zestaw tulei redukcyjnych:
Na wyświetlaczu kontrolera obrabiarki CNC pojawił się komunikat "Danger of collision", co może być jego przyczyną?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie są właściwe etapy obróbcze do wykonania otworu gwintowanego na tokarce uniwersalnej?
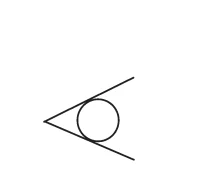
Dla płytki R390-11 T3 04M-PM szybkość skrawania podczas obróbki staliwa wynosi
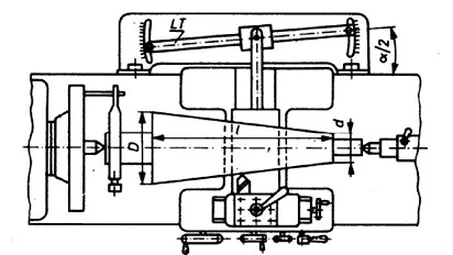
Którą część można zamocować do obróbki, stosując przyrząd przedstawiony na rysunku?

Jaką prędkość obrotową powinna mieć głowica frezowa o średnicy d = 100 mm, jeżeli zalecana prędkość skrawania wynosi vc=80 m/min? Skorzystaj z zależności:
| Skorzystaj z zależności: n = 1000 · vc π · d [obr/min] |
Jaką metodę obróbcza opisuje poniższy tekst?
"Jest to obróbka wiórowa, w której cały naddatek na obróbkę skrawany jest podczas jednego przejścia narzędzia. Stosuje się do obróbki otworów wielowypustowych, rowków wpustowych oraz do obróbki powierzchni kwadratowych zewnętrznych. Ze względu na znaczne koszty narzędzi znajduje zastosowanie wyłącznie w produkcji wieloseryjnej lub masowej"
Kieł samonastawny oznacza się na symbolem graficznym, przedstawionym na rysunku oznaczonym literą

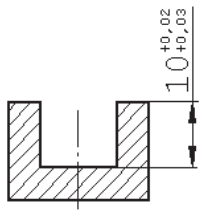
Aby na oznaczonych powierzchniach rowka uzyskać chropowatość zgodną z rysunkiem, obróbkę należy przeprowadzić na

Punkt odniesienia narzędzia na rysunku oznaczono numerem

Symbol graficzny będący oznaczeniem uchwytu trójszczękowego samocentrującego ze sterowaniem ręcznym przedstawia rysunek oznaczony literą
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakiej maszyny używa się najczęściej do produkcji masowej gwintów zewnętrznych na prętach?
Jakie urządzenie należy zastosować do zmierzenia średnicy wałka O26±0,02?
Który przycisk służy do uruchamiania trybu pracy organizacja (parametry, serwis, transfer)?

Punkt wymiany narzędzia na przedstawionym rysunku oznaczono numerem

Jaki rodzaj zużycia płytki skrawającej przedstawiono na rysunku?

Do wykonania części przedstawionej na rysunku należy (w kolejności technologicznej) wykonać następujące zabiegi:

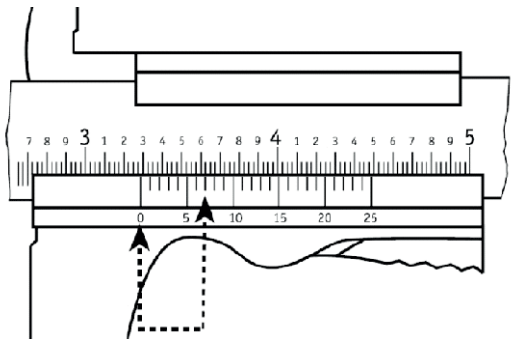
Ile wynosi wynik pomiaru suwmiarką uniwersalną calową przedstawioną na rysunku?
Oprawka przedstawiona na zdjęciu służy do mocowania

Ile wynosi wskazanie suwmiarki pokazanej na rysunku?

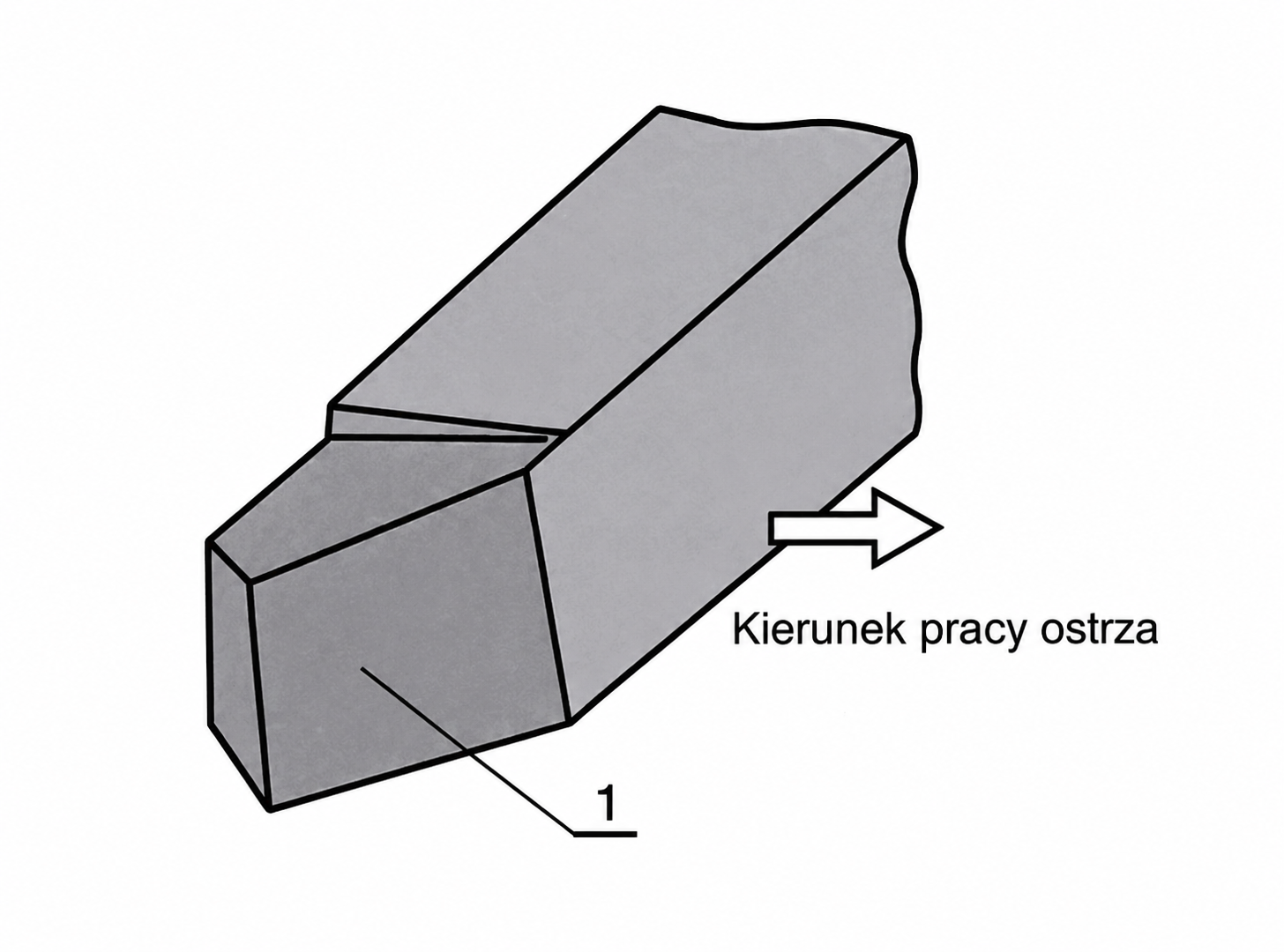
Na rysunku noża tokarskiego numerem 1 oznaczono
Przedstawiony na rysunku wymiar obróbkowy rowka należy zmierzyć
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaką czynność powinien wykonać operator po zakończeniu pracy?
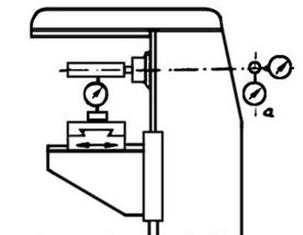
Który przyrząd zastosowano do pomiaru równoległości poprzecznego przesuwu stołu do wrzeciona. Skorzystaj z przedstawionego fragmentu dokumentacji technicznej.
Przedstawiony symbol graficzny jest oznaczeniem zamocowania

Którym narzędziem należy wykonać rowek pod wpust pokazany na zdjęciu?





Uruchomienie obrabiarki CNC w trybie pracy automatycznej "blok po bloku" wymaga naciśnięcia przy w kolejności:

Wskazanie adresu S w bloku z zapisem G97 SI500 odnosi się do
Jaką obróbkę można zastosować na żarowo utwardzonych powierzchniach czopów wału?
Co oznacza funkcja M08 w programie sterującym maszyną CNC?
Wskazanie suwmiarki z czujnikiem zegarowym wynosi

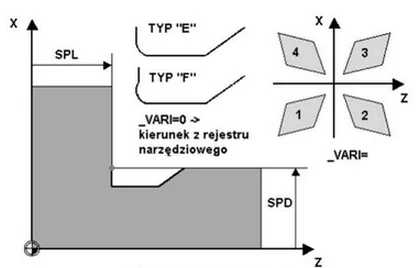
Rysunek przedstawia cykl stały toczenia podcięć obróbkowych. Co oznacza parametr SPL?
Jakie środki należy zastosować do codziennej konserwacji stołu frezarki?
Jakie są funkcje modalne używane w programie sterującym, takie jak G00, GO1, G90, G91?
Na rysunku przedstawiono schemat operacji
Na rysunku przedstawiono sposób ustalenia i zamocowania przedmiotu obrabianego na tokarce w
