Pytanie 1
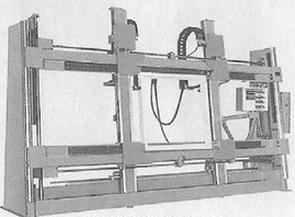
Przedstawiona na zdjęciu prasa służy do klejenia
A. płyt wiórowych.
B. ram okiennych.
C. korpusów mebli.
D. elementów giętych.
Odpowiedź "ram okiennych" jest poprawna, ponieważ prasa przedstawiona na zdjęciu jest specjalistycznym narzędziem przeznaczonym do klejenia elementów stosowanych w produkcji okien. Konstrukcja tej prasy pozwala na precyzyjne ustawienie docisku w kluczowych miejscach, co jest niezbędne, aby zapewnić prawidłowe i równomierne rozłożenie siły na klejone powierzchnie. W produkcji okien ważne jest, aby klejenie było wykonane z zachowaniem odpowiednich standardów, co przekłada się na trwałość i szczelność finalnego produktu. Prasy do klejenia ram okiennych są powszechnie używane w stolarstwie, gdzie z reguły korzysta się z klejów poliuretanowych lub epoksydowych, które oferują wysoką odporność na warunki atmosferyczne. Używanie odpowiednich narzędzi i technik w procesie produkcji okien jest kluczowe dla zachowania ich jakości oraz spełnienia norm dotyczących efektywności energetycznej budynków.