Pytanie 1
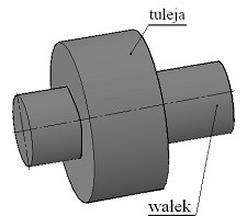
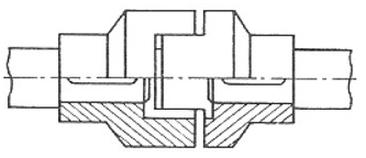
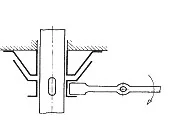
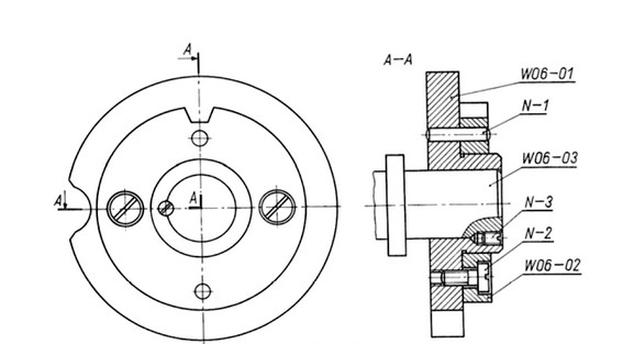
W jakiej kolejności należy zmontować podzespół przedstawiony na rysunku?
A. W06-01, W06-02, N-1, N-2, W06-03, N-3
B. W06-03, W06-01, N-3, W06-02, N-2, N-1
C. W06-01, W06-03, N-3, W06-02, N-2, N-1
D. W06-02, W06-01, N-2, N-1, W06-03, N-3
Kiedy analizujemy inne propozycje odpowiedzi, dostrzegamy, że wiele z nich opiera się na błędnej analizie rysunku technicznego oraz nieprawidłowym zrozumieniu sekwencji montażu. Wiele osób może pomylić kolejność elementów, zakładając, że można je montować w dowolnej konfiguracji. Takie podejście prowadzi do zamiany miejscami elementów, które powinny być zainstalowane w pierwszej kolejności, co może skutkować problemami z ich stabilnością i efektywnością działania. Na przykład, jeżeli zamontujemy W06-03 przed odpowiednim zainstalowaniem W06-01 i W06-02, to cała struktura zostanie osłabiona, co może prowadzić do awarii. Ponadto, pomijanie montażu nakrętek N-1 i N-2 przed W06-03 jest typowym błędem, ponieważ zakłada, że można je zainstalować w dowolnej chwili. W rzeczywistości, każde z tych połączeń powinno być realizowane zgodnie z określoną sekwencją, aby zapewnić optymalne naprężenie i uniknąć sytuacji, w której elementy będą się luzować. W praktyce, niewłaściwa kolejność montażu może prowadzić do znacznych kosztów związanych z naprawami oraz przestojami w produkcji. Dlatego tak ważne jest, aby przy montażu przestrzegać ustalonych standardów oraz najlepszych praktyk, które gwarantują nie tylko poprawność, ale i bezpieczeństwo w użytkowaniu finalnych produktów.