Pytanie 1
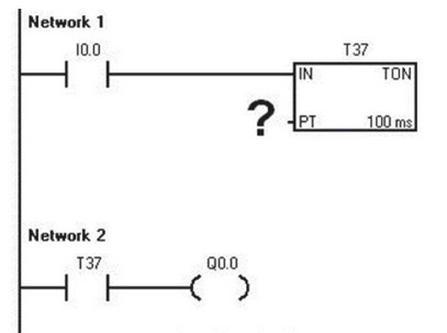
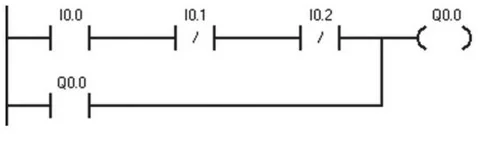
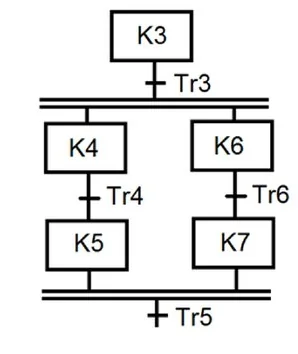
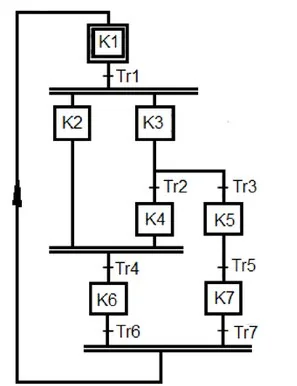
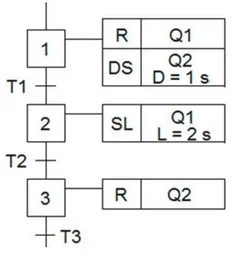
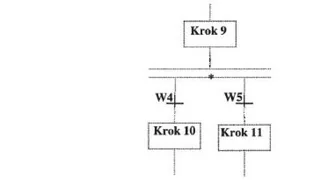
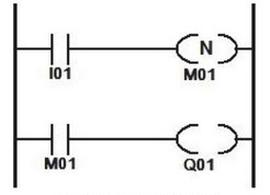
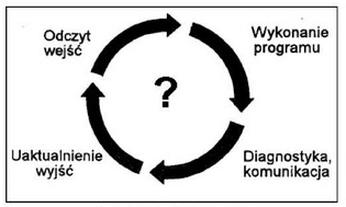
Co zostało przedstawione za pomocą diagramu?
A. Procedura startowa robota.
B. Cykl programowy sterownika PLC.
C. Rozruch systemu komputerowego.
D. Działanie modułu komunikacyjnego.
Diagram przedstawia cykl programowy sterownika PLC, który jest kluczowym elementem w automatyce przemysłowej. W każdym cyklu pracy sterownika PLC następuje sekwencja operacji: odczyt danych z wejść, wykonanie logiki programowej, diagnostyka systemu oraz uaktualnienie stanu wyjść. Te etapy są fundamentalne dla zapewnienia prawidłowego działania systemu automatyki. W praktyce, cykle te są realizowane w sposób ciągły, co pozwala na bieżące monitorowanie i kontrolowanie procesów produkcyjnych. Współczesne standardy, takie jak IEC 61131, definiują zasady projektowania i implementacji aplikacji na sterownikach PLC, co zapewnia ich interoperacyjność oraz efektywność. Przykładowo, w automatyzacji linii produkcyjnej, PLC mogą odczytywać sygnały z czujników, na przykład czujników temperatury czy poziomu, a następnie na ich podstawie podejmować decyzje o uruchomieniu lub zatrzymaniu urządzeń. Takie podejście umożliwia nie tylko automatyzację procesów, ale także ich optymalizację poprzez szybką reakcję na zmiany w otoczeniu.