Pytanie 1
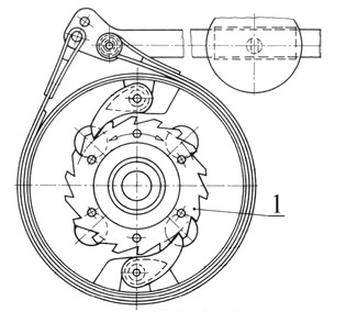
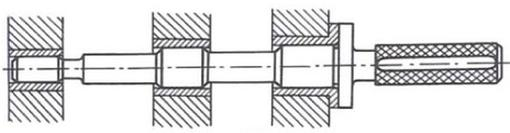
Która czynność może być przeprowadzona na pokazanym przyrządzie?

A. Wyrównoważenie kół i ściernic.
B. Określanie bicia osi i wałków.
C. Wyważanie panewek.
D. Sprawdzanie zatarć łożysk.
Analizując inne dostępne odpowiedzi, można dostrzec powszechne nieporozumienia dotyczące funkcji przyrządu. Wyważanie panewek, choć jest istotnym procesem w mechanice, nie jest związane z działaniem urządzenia przedstawionego na zdjęciu. Panewki, używane w silnikach i innych mechanizmach, wymagają innych technik pomiarowych i narzędzi, takich jak mikrometry czy suwmiarki, które pozwalają na precyzyjne określenie luzów i wymiarów. Koncepcja określania bicia osi i wałków również nie odnosi się do tego przyrządu; proces ten wymaga zastosowania narzędzi do pomiaru chropowatości oraz urządzeń do analizy wymiarów geometrycznych. Sprawdzanie zatarć łożysk jest kolejnym przykładem, gdzie wymagane są inne metody diagnostyczne, jak inspekcja wizualna oraz pomiary luzów w łożyskach. Często w praktyce technicy mylą te procesy, co prowadzi do błędnych wniosków na temat użycia poszczególnych narzędzi. Kluczowe jest zrozumienie specyfiki każdego narzędzia i zastosowania odpowiednich metod diagnostycznych, aby skutecznie rozwiązywać problemy w mechanice i inżynierii.