Pytanie 1
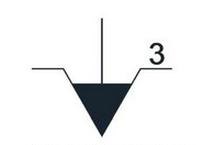
Przedstawiony symbol graficzny jest oznaczeniem (w widoku z góry) podpory

A. regulowanej.
B. stałej.
C. wahliwej.
D. samonastawnej.
Wybór niepoprawnej odpowiedzi wskazuje na brak zrozumienia podstawowych różnic pomiędzy różnymi typami podpór. Samonastawna podpórka, choć wydaje się być funkcjonalnym rozwiązaniem w niektórych zastosowaniach, nie zapewnia stabilności, jaką oferuje podpórka stała. Podpory wahliwe, z kolei, są projektowane w celu umożliwienia pewnych ruchów, co jest przeciwnym podejściem do koncepcji stałości. Często myli się również podpory regulowane z podporami stałymi; te pierwsze są używane w sytuacjach, gdzie istnieje potrzeba dostosowania wysokości lub położenia podpory, co w wielu przypadkach może prowadzić do niebezpiecznych sytuacji konstrukcyjnych, jeśli nie zostaną dokładnie zaplanowane i obliczone. Warto pamiętać, że solidność konstrukcji oparta na niewłaściwym doborze podpór może prowadzić do katastrof budowlanych. Dlatego kluczowe jest zrozumienie przeznaczenia każdej z podpór oraz ich symboliki w rysunku technicznym. W edukacji inżynierskiej kładzie się nacisk na naukę o typach podpór, co pozwala uniknąć niebezpieczeństw związanych z niewłaściwymi wyborami w projektowaniu.