Pytanie 1
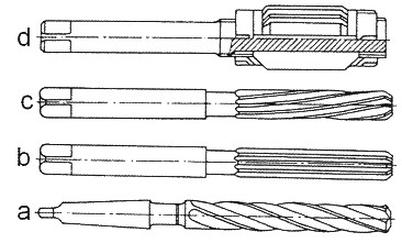
Rowek wpustowy w procesie wytwarzania narzędzia przedstawionego na ilustracji należy wykonać za pomocą

A. przeciągacza.
B. ściernicy.
C. wiertła.
D. pogłębiacza.
Przeciągacz jest narzędziem, które doskonale nadaje się do tworzenia precyzyjnych rowków, takich jak rowek wpustowy. Jego konstrukcja pozwala na uzyskanie gładkich i odpowiednio wymiarowanych krawędzi, co jest kluczowe dla zapewnienia stabilnego połączenia elementów maszyn. W praktyce, przeciągacze są często wykorzystywane w procesach obróbczych, gdzie wymagana jest wysoka dokładność, na przykład w przemyśle motoryzacyjnym czy lotniczym, gdzie precyzja wykonania ma kluczowe znaczenie dla bezpieczeństwa i funkcjonalności. Dodatkowo, przeciągacze mogą być stosowane do obróbki różnych materiałów, w tym stali i tworzyw sztucznych, co czyni je wszechstronnymi narzędziami. Warto również podkreślić, że stosując przeciągacz, można zminimalizować ryzyko powstawania wad, takich jak nierówności czy zniekształcenia, co czyni go preferowanym wyborem w produkcji elementów wymagających wysokiej precyzji.