Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 38/40 punktów (95,0%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Które urządzenie jest używane do kontroli jakości powierzchni walcowanych blach stalowych?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakiego rodzaju obróbkę cieplno-chemiczną powinno się zastosować, aby uzyskać dyfuzyjną powłokę ochronną, która zwiększy odporność stalowych rur na działanie wody morskiej?
Który z podanych materiałów używanych do produkcji narzędzi w technologii metalurgii proszków charakteryzuje się najwyższą twardością?
Które z wymienionych w tabeli materiałów należy stosować do wyłożenia pieca pracującego przy wysokim obciążeniu w temperaturze przekraczającej 1 700°C.
| Rodzaj materiałów | Temperatura topnienia, °C | Temperatura mięknięcia pod obciążeniem 200 kPa, °C |
|---|---|---|
| A. Szamotowe | 1 580÷1 780 | 1 250÷1 500 |
| B. Magnezytowe | > 2 000 | 1 350÷1 680 |
| C. Forsterytowe | > 2 000 | 1 590÷1 675 |
| D. Grafitowe | > 2 000 | 1 900÷2 000 |
Który schemat ilustruje wytapianie stali w przechylnym piecu indukcyjnym próżniowym z rozlewaniem ciekłego metalu do wlewnic na maszynie karuzelowej?
Określ na podstawie tabeli zamienników smarów i olejów do walcarki mechanicznej MRM 1250, jakim olejem można zastąpić smar Energrease GP 2 podczas prac związanych z konserwacją urządzenia.
| Tabela zamienników smarów i olejów do walcarki mechanicznej MRM 1 250 | ||
|---|---|---|
| Producent | Smar | Olej |
| MOBIL | Kup Grease 2 | Mobil Gear 629 |
| BP | Energrease GP 2 | Energol GR 150 |
| SHELL | Livona 2 | Omala Oil 150 |
| CASTROL | Helvium 2 | Alpha SP 150 |
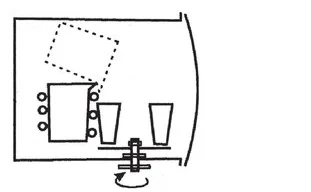
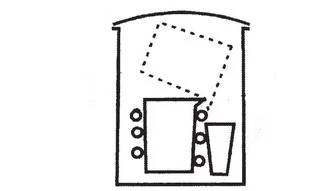
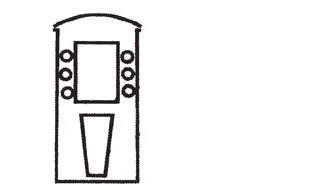
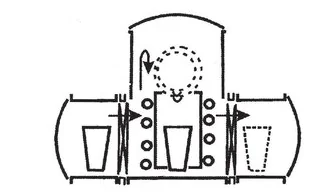
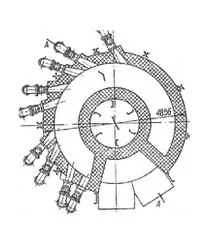
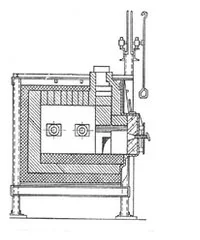
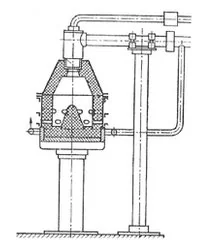
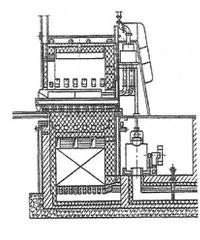
Na którym rysunku przedstawiono piec oczkowy?
Do podstawowych działań związanych z przygotowaniem walcówki ze stali niestopowej do procesu ciągnienia na zimno zalicza się
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Określ na podstawie tabeli, jaki należy zaplanować czas przeprowadzania remontu bieżącego wielkiego pieca, jeśli stan pieca jest zadowalający.
| Rodzaj remontu | Cykl remontowy | Czas trwania remontu |
|---|---|---|
| Bieżący (stan pieca dobry) | Co 6 miesięcy | 12÷16 godzin |
| Bieżący (stan pieca zadowalający) | Co 2÷3 miesiące | 6÷10 godzin |
| Średni | Co 18÷24 miesięcy | 4÷6 dni |
| Kapitalny | Co 3÷7 lat | 30÷65 dni |
Jaką z poniższych czynności powinien wykonać pracownik w pierwszej kolejności, zgodnie z zasadami bhp, przed rozpoczęciem pracy z młotem do kucia matrycowego?
Na podstawie danych zawartych w tabeli określ potrzebną ilość koncentratu miedzi w stanie suchym do sporządzenia 1200 kg mieszanki stanowiącej materiał wsadowy do produkcji brykietów.
| Materiał | Udział % |
|---|---|
| Koncentrat miedzi | 80 |
| Pyły szybowe | 2 |
| Odsiewy brykietów | 8 |
| Lepiszcze | 6 |
| Karbonizator węglowy | 4 |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
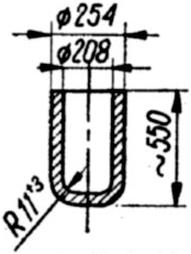
Którą z metod wykonania należy zastosować do produkcji grubościennych tulei stalowych o kształcie i wymiarach określonych na rysunku?
Jak nazywa się proces, podczas którego stalowe elementy są podgrzewane, a następnie chłodzone w oleju?
Uzupełnienie mosiądzu o niezbędne składniki stopowe należy przeprowadzić zgodnie z kartą wytopu w temperaturze około 960°C. Określ na podstawie wskazania czujnika temperatury, pokazanego na fotografii, o ile należy zwiększyć temperaturę stopu.

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Który element urządzenia do nagrzewania wyrobów w procesie obróbki cieplnej przedstawiono na rysunku?

Oblicz na podstawie danych w tabeli minimalny czas potrzebny na wymianę szczęk w wózku ciągnącym i wciskarce oraz wymianę i ustawienie ciągadła w ciągarce ławowej, jeśli poszczególne czynności wykonuje ten sam pracownik.
| Czynność związana z obsługą ciągarki ławowej | Orientacyjny czas wykonania czynności, minuty |
|---|---|
| Wymiana ciągadła | 1,5 ÷ 4 |
| Wymiana zużytego trzpienia | 1 ÷ 2 |
| Ustawienie ciągadła | 3 ÷ 6 |
| Zmiana szczęk w wózku ciągnącym | 1 ÷ 2 |
| Zmiana szczęk wciskarki | 3 ÷ 5 |
Jaką obróbkę cieplną powinno się wykonać po przeprowadzeniu nawęglania?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaką metodę usuwania zanieczyszczeń z powierzchni blach wykorzystuje się przed aplikacją warstwy ochronnej cynku w procesie ciągłego cynkowania ogniowego?
Określ na podstawie tabeli, w jakim zakresie temperatur należy przeprowadzić odpuszczanie zahartowanego wyrobu w celu uzyskania twardości 300 HB.
| Rodzaj odpuszczania | Zakres temperatur odpuszczania °C | Twardość | |
|---|---|---|---|
| HB | HRC | ||
| Wysokie | 727÷680 | 180÷250 | <30 |
| 680÷500 | 250÷450 | 30÷45 | |
| Średnie | 500÷400 | 400÷500 | 40÷45 |
| 400÷300 | 500÷600 | 45÷58 | |
| Niskie | <300 | 600÷700 | 58÷63 |
Określ na podstawie tabeli, które z wymienionych urządzeń walcowniczych należy zastosować do walcowania z wsadu o grubości 3,5 mm blachy o grubości 0,25 mm i szerokości 1800 mm.
| Lp. | Rodzaj walcarki i układ | Materiał walcowany | Przeznaczenie walcarki | Maksymalna prędkość walcowania m/s | ||
|---|---|---|---|---|---|---|
| Grubość wsadu mm | Grubość wyrobu mm | Długość beczki, mm | ||||
| 1. | Układy ciągłe 3-klatkowe kwarto | stal, aluminium | 2÷4 | nie mniej niż 0,6÷0,7 | do 2150 | 5÷20 |
| 2. | Układy ciągłe 4-klatkowe kwarto | stal, aluminium | 2÷3,7 | 0,3÷2,6 | do 2150 | do 20 |
| 3. | Układy ciągłe 5- i 6-klatkowe kwarto | stal | 2÷23 | 0,15÷0,38 | do 2185 | do 40 |
| 4. | Walcarki 6-walcowe | stal | 2÷6 | > 0,02 | do 1000 | do 7,0 |
| 5. | Walcarki 20-walcowe | stal | 0,15÷3,0 | 0,002÷0,7 | do 2000 | do 10 |
Średnica prętów walcowanych na gorąco powinna zgodnie z dokumentacją wynosić \( \phi 30_{-0,3}^{+0,2} \). Która średnica pręta nie spełnia tego warunku?
Który rodzaj wady wyrobu walcowanego przedstawiono na rysunku?

Który z wymienionych substancji stosuje się jako topnik w procesie spiekania w piecu wielkopiecowym, gdy skała macierzysta rud żelaza posiada charakter kwaśny?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie metody są stosowane do eliminacji płytkich defektów powierzchniowych w dużych odkuwkach?
Jakiego rodzaju obróbki cieplnej stali używa się, aby uzyskać strukturę martenzytyczną?
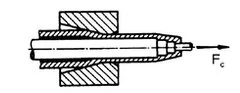
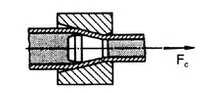
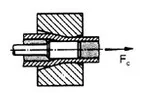
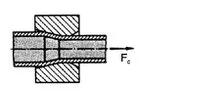
Na którym rysunku przedstawiono metodę ciągnienia rur na korku swobodnym?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
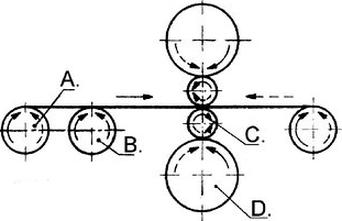
Walec oporowy walcarki kwarto-nawrotnej przedstawionej na rysunku oznaczono literą
Główne powody występowania wad w główkach walcowanych szyn, znanych jako płatki śnieżne, to