Pytanie 1
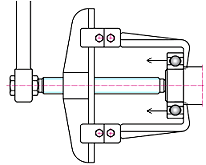
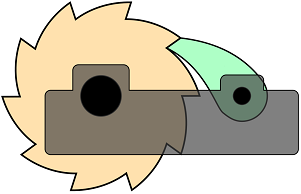
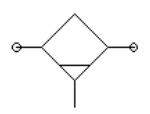
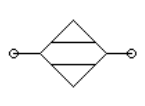
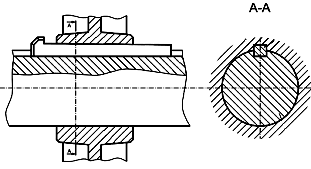
Przedstawiony na rysunku klucz służy do odkręcania

A. śrub z łbem sześciokątnym.
B. śrub z łbem walcowym.
C. nakrętek rowkowych.
D. nakrętek koronowych.
Ten klucz, który widzisz na zdjęciu, to tak zwany klucz hakowy, często nazywany również kluczem do nakrętek rowkowych albo kluczem czopowym. Charakterystyczna jest jego budowa – wygięty kształt oraz umieszczony na końcu czop, dzięki czemu może pewnie zaczepić się o rowek nakrętki. W praktyce najczęściej spotkasz go przy obsłudze nakrętek rowkowych, które stosuje się na przykład w łożyskowaniach, piastach rowerowych czy mechanizmach precyzyjnych. Standard DIN 1810 jasno określa, jak powinny wyglądać takie klucze i do jakich nakrętek je używać – to właśnie nakrętki rowkowe z bocznymi wycięciami. Moim zdaniem to bardzo sprytne narzędzie, bo pozwala nie tylko na odkręcanie mocno dokręconych nakrętek, ale też na precyzyjną pracę tam, gdzie nie da się użyć klasycznego klucza płaskiego czy oczkowego. No i taka rzecz nieraz ratuje skórę przy serwisie maszyn czy remontach. Często spotykam się z tym kluczem w warsztatach mechanicznych – jak trzeba rozebrać łożysko czy wymienić pierścień zabezpieczający, to bez niego nie ma co podchodzić. Warto pamiętać, że używanie właściwego klucza do nakrętek rowkowych zapobiega uszkodzeniom rowków i gwarantuje bezpieczeństwo pracy. Szczerze mówiąc, takie detale robią różnicę między amatorską a profesjonalną robotą.