Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 39/40 punktów (97,5%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
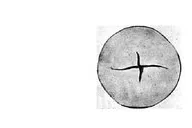
Na którym rysunku zilustrowano wadę odkuwki kutej swobodnie, określaną jako zakucie?

Średnica prętów walcowanych na gorąco powinna zgodnie z dokumentacją wynosić \( \phi 30_{-0,3}^{+0,2} \). Która średnica pręta nie spełnia tego warunku?
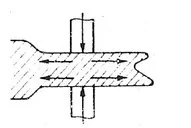
Który z poniższych półwyrobów jest używany jako surowiec do produkcji rur zgrzewanych?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
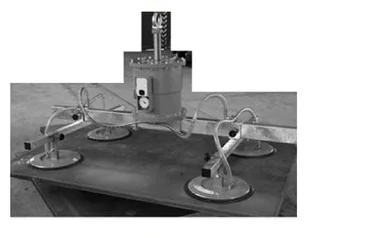
Które oprzyrządowanie urządzeń do obróbki plastycznej przedstawiono na fotografii?

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
W karcie technologicznej określono, że średnica walcowanych na gorąco prętów powinna wynosić \( \phi = 50^{+0.4}_{-0.3} \, \text{mm} \). Która z podanych średnic prętów nie spełnia tego warunku?
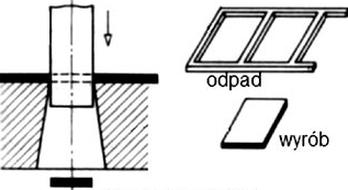
Na którym rysunku przedstawiono wyroby wykonane metodą tłoczenia?




Jakie operacje należy wykonać, aby przygotować rudę do wzbogacania w flotowniku?
Określ na podstawie tabeli jaką minimalną ilość karbonizatu węglowego należy przygotować do wytworzenia 3 Mg suchej mieszanki do produkcji brykietów stanowiących wsad do otrzymywania kamienia miedziowego w piecu szybowym.
| Udziały poszczególnych składników w mieszance do produkcji brykietów (stan suchy) | ||
|---|---|---|
| Materiał | Udział % | |
| Koncentrat | 75÷80 | |
| Pyły szybowe | 1÷2 | |
| Odsiewy brykietów | 8÷12 | |
| Lepiszcze | 5÷6 | |
| Karbonizat węglowy | 3÷4 | |
Które z wymienionych ceramicznych materiałów wykazują charakter chemiczny zasadowy?
Który z wymienionych procesów produkcji stali pozwala na utlenienie zbędnego węgla do wartości poniżej 0,05%?
Jakie formy przyjmują cząstki proszków uzyskanych poprzez metodę rozpylania?
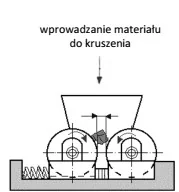
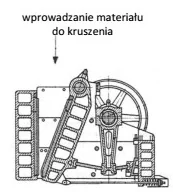
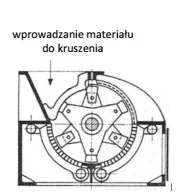
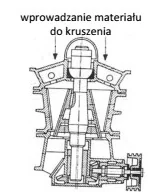
Na którym rysunku przedstawiono schemat kruszarki szczękowej?
Głównym produktem procesu ogniowego wzbogacania rud miedzi w piecu szybowym jest
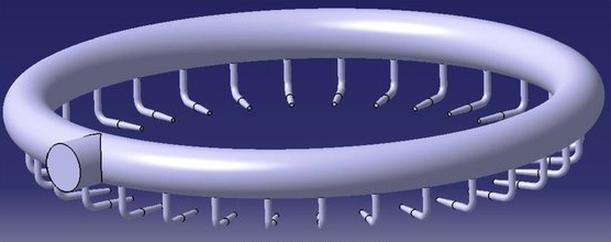
Który element wielkiego pieca został przedstawiony na rysunku?
Który z podanych metali jest głównym produktem pozyskiwanym z szlamu anodowego, który powstaje w trakcie procesów rafinacji elektrolitycznej miedzi?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Które z wymienionych w tabeli materiałów należy stosować do wyłożenia pieca pracującego przy wysokim obciążeniu w temperaturze przekraczającej 1 700°C.
| Rodzaj materiałów | Temperatura topnienia, °C | Temperatura mięknięcia pod obciążeniem 200 kPa, °C |
|---|---|---|
| A. Szamotowe | 1 580÷1 780 | 1 250÷1 500 |
| B. Magnezytowe | > 2 000 | 1 350÷1 680 |
| C. Forsterytowe | > 2 000 | 1 590÷1 675 |
| D. Grafitowe | > 2 000 | 1 900÷2 000 |
W jakim zakresie temperatur powinniśmy podgrzewać stalowy wsad przed walcowaniem na gorąco blach o dużej grubości?
Chwytak pneumatyczny przedstawia zdjęcie oznaczone literą


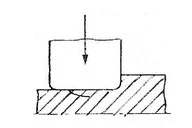
Który rodzaj operacji cięcia metali przedstawia rysunek?
Wykorzystując metody elektrolityczne do ochrony powierzchni metalu przed korozją, można uzyskać powłokę ochronną
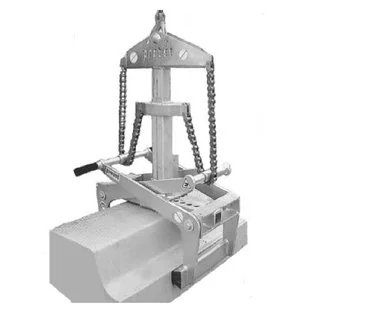
Które z poniższych urządzeń transportowych jest używane do wprowadzenia dużych wlewków kuziennych do pieca komorowego z wysuwnym trzonem?
Na podstawie danych w tabeli, określ jaki rodzaj czynności konserwacyjno-naprawczych należy zaplanować po przekroczeniu 15 000 roboczogodzin pracy kuźniarki.
| Czynności konserwacyjno-naprawcze | Czas pracy maszyny w roboczogodzinach | ||
|---|---|---|---|
| prasa | tokarka | kuźniarka | |
| Przegląd techniczny | 1 500 | 1 330 | 1 415 |
| Naprawa bieżąca | 3 000 | 2 660 | 2 830 |
| Naprawa średnia | 9 000 | 8 000 | 8 500 |
| Naprawa główna | 18 000 | 24 000 | 17 000 |
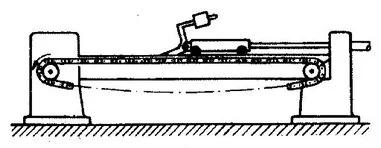
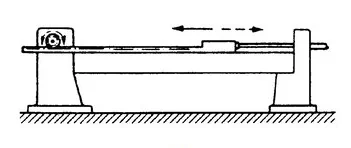
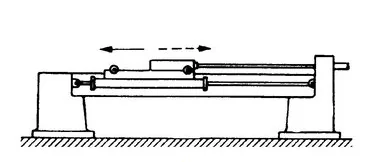
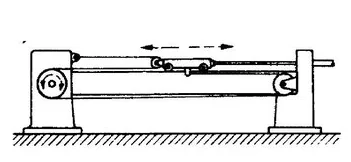
Na którym rysunku przedstawiono zasadę działania ciągarki ławowej łańcuchowej?
Określ na podstawie tabeli, jaką wartość współczynnika wytłaczania m należy zanotować w dokumentacji dotyczącej procesu wytłaczania, jeśli grubość blachy g=3 mm, a średnica krążka D=50 mm.
| Grubość względna krążka g/p | 2,00 | 1,50 | 1,00 | 0,50 | 0,20 | 0,06 |
| Współczynnik wytłaczania m | 0,46 | 0,50 | 0,53 | 0,56 | 0,58 | 0,60 |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Określ na podstawie tabeli, jakie wymiary mogą mieć kowadła płaskie, które można zamontować na młocie sprężarkowym o masie części spadających 1000 kg.
| Masa części spadających młota kg | Młoty parowo-powietrzne | Młoty sprężarkowe | ||
|---|---|---|---|---|
| Orientacyjne wymiary kowadeł płaskich | ||||
| szerokość mm | długość mm | szerokość mm | długość mm | |
| 500 | 140÷230 | 250÷350 | 120÷130 | 260÷300 |
| 750 | 150÷250 | 300÷400 | 130÷160 | 340÷360 |
| 1 000 | 150÷280 | 350÷400 | 140÷175 | 380÷420 |
| 1 500 | 200÷300 | 400÷450 | 160÷200 | 450÷500 |
Do sprawdzenia średnicy wewnętrznej gorącej odkuwki kutej swobodnie należy użyć narzędzia pomiarowego przedstawionego na rysunku oznaczonym literą




Który z wymienionych surowców mineralnych jest kluczowym materiałem stosowanym w wytwarzaniu aluminium?
Na podstawie danych zawartych w tabeli określ potrzebną ilość koncentratu miedzi w stanie suchym do sporządzenia 1200 kg mieszanki stanowiącej materiał wsadowy do produkcji brykietów.
| Materiał | Udział % |
|---|---|
| Koncentrat miedzi | 80 |
| Pyły szybowe | 2 |
| Odsiewy brykietów | 8 |
| Lepiszcze | 6 |
| Karbonizator węglowy | 4 |
Na podstawie danych zawartych w tabeli wyznacz natężenie przepływu powietrza w I okresie konwertorowania kamienia miedziowego w ciągu 1 zmiany w trybie pracy 3 zmianowej.
| Etap | Natężenie przepływu powietrza Nm³/h |
|---|---|
| Załadunek wsadu | — |
| I okres konwertorowania | 30 000 |
| Zlewanie żużla | 15 000 |
| II okres konwertorowania | 22 000 |
| Zlewanie żużla tlenkowego | 5 000 |
| Zlewanie miedzi blister | — |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Który z poniższych procesów technologicznych jest stosowany do produkcji stali z zastosowaniem pieców elektrycznych?
Jak nazywa się proces, podczas którego stalowe elementy są podgrzewane, a następnie chłodzone w oleju?
Jakie jest główne zadanie procesu koksowania w produkcji stali?