Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 28/40 punktów (70,0%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Łuszczenie (spalling) to proces zużycia, który zachodzi podczas
Aby połączyć części maszyn za pomocą kołka walcowego o średnicy 08 mm, należy wykorzystać następujące narzędzia:
W sytuacji, gdy jeden z wyłączników kontrolujących działanie prasy hydraulicznej, obsługiwanej przez dwóch pracowników, zostanie zablokowany i pozwoli na uruchomienie maszyny tylko przez jednego z nich, może to prowadzić do
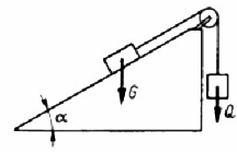
Na równi pochylonej pod kątem α=30° znajduje się masa G połączona liną z masą Q jak na rysunku. Jeżeli pominąć siły tarcia, to aby masa Q nie poruszała się, masa G powinna być równa?
Jaką średnicę ma tor kołowy, jeśli obiekt poruszający się po nim z prędkością kątową 4 rad/s osiąga prędkość liniową 20 m/s?
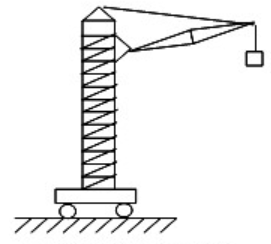
Jakie urządzenie transportowe zostało przedstawione na rysunku?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Zapis Tr 50x8 reprezentuje gwint
Jakie z przedstawionych połączeń są klasyfikowane jako nierozłączne?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Obliczenia wytrzymałości nitów w połączeniu powinny być przeprowadzane w kontekście
Który z podanych wskaźników ma najmniejszy wpływ na niezawodność operacyjną maszyn?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
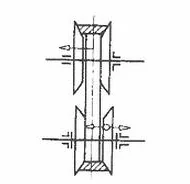
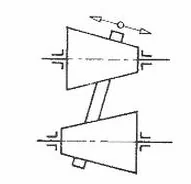
Na którym rysunku przedstawiona jest przekładnia cierna o stałym przełożeniu?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Podczas wykonywania swojej pracy, spawacz powinien nosić przyłbicę oraz
Do rozłącznych połączeń spoczynkowych zalicza się połączenie
Wskaż element, który ma wpływ na szybkość wypływu cieczy z otworu umiejscowionego w dnie zbiornika.
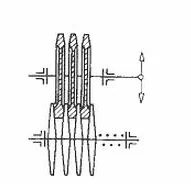
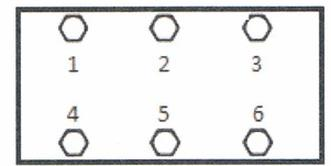
Wybierz właściwą kolejność dokręcania śrub w przedstawionej płycie.
Korzystanie z elektronarzędzi podłączonych do sieci elektrycznej na świeżym powietrzu w trakcie opadów deszczu jest
Jakich substancji nie stosuje się do czyszczenia elementów maszyn przeznaczonych do montażu?
Jeśli powierzchnie czołowe tłoków w teoretycznej prasie hydraulicznej wynoszą odpowiednio 2 cm2 oraz 300 cm2, to siła na dużym tłoku jest wyższa od siły na małym tłoku?
Nie można zastosować przenośnika do transportu materiałów sypkich luzem?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Reduktor to rodzaj przekładni, w której następuje
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
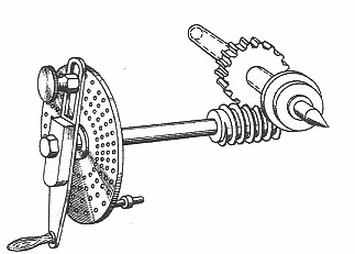
Urządzenie przedstawione na rysunku jest stosowane do
Konstrukcje nośne, takie jak mosty suwnic, wykonuje się w postaci belek blachownicowych lub kratownicowych przy użyciu metody
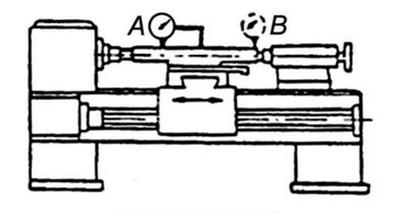
Do sprawdzenia równoległości linii kłów do prowadnic łoża w płaszczyźnie pionowej (jak na rysunku) zastosowano
Efektywna eksploatacja urządzenia to
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie narzędzie wykorzystuje się do oceny bicia promieniowego uchwytu tokarskiego?
Zjawisko, w którym powierzchnie stykające się są oddzielone warstwą środka smarnego w formie smaru plastycznego, cieczy lub gazu, określa się mianem tarcia
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Podczas montażu przekładni łańcuchowej do zakotwienia kół łańcuchowych na wałach wykorzystuje się połączenia
Do łączenia części skrawającej narzędzia tokarskiego wykonanego ze stali narzędziowej stopowej z częścią chwytową ze stali węglowej wykorzystuje się
Jakie kolory powinny mieć kable doprowadzające gazy do urządzenia spawalniczego?
Podczas realizacji operacji frezarskich przedmiotów obrabianych nie przytwierdza się