Pytanie 1
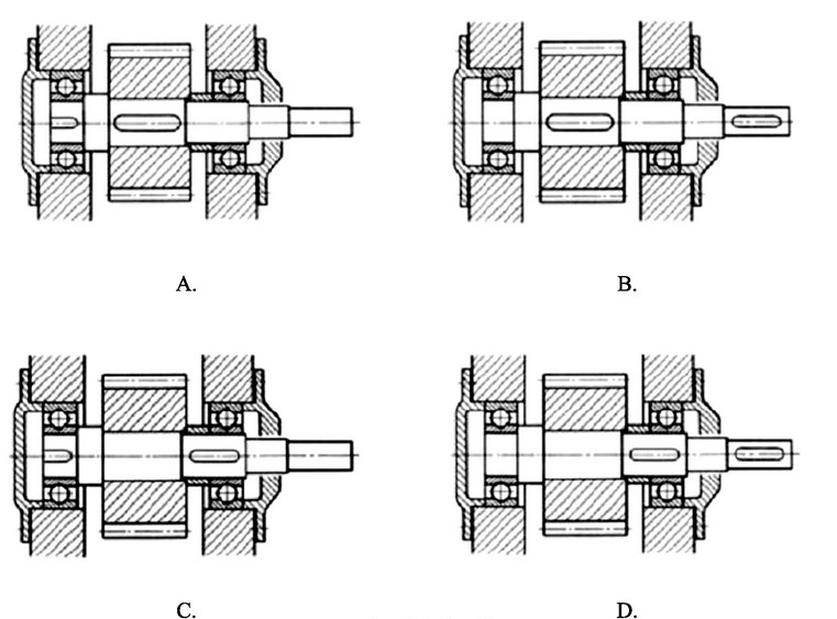
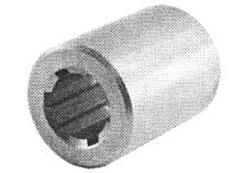
W warunkach produkcji wielkoseryjnej, otwór w tulei przedstawionej na rysunku należy wykonać poprzez
A. przeciąganie.
B. frezowanie.
C. wytłaczanie.
D. dłutowanie.
Wybór odpowiedzi odnoszącej się do wytłaczania, frezowania lub dłutowania wskazuje na niepełne zrozumienie procesów obróbczych stosowanych w produkcji seryjnej. Wytłaczanie, choć jest efektywną metodą formowania materiału, zazwyczaj jest stosowane do produkcji profili lub elementów o stałym przekroju, a nie do precyzyjnych otworów w tulejach. Proces ten polega na przepychaniu materiału przez formę, co nie sprzyja uzyskiwaniu gładkich powierzchni czy wysokiej precyzji wymiarowej, które są kluczowe w omawianym kontekście. Frezowanie z kolei, mimo że jest uniwersalnym procesem obróbczym, który doskonale sprawdza się w różnych aplikacjach, nie jest najbardziej efektywną metodą w produkcji seryjnej otworów. Jest bardziej czasochłonne i zazwyczaj generuje większą ilość odpadów materiałowych, co czyni je mniej opłacalnym w kontekście dużych serii produkcyjnych. Dłutowanie, często stosowane do obróbki ręcznej lub w małych seriach, również nie przystaje do wymagań produkcji seryjnej. Ta technika charakteryzuje się niską wydajnością i ograniczoną precyzją, co czyni ją nieodpowiednią do produkcji wysokotolerancyjnych elementów. Przykładowo, w przemyśle metalowym, gdzie wymagana jest wysoka dokładność, przeciąganie w pełni odpowiada tym oczekiwaniom, podczas gdy pozostałe metody mogą prowadzić do błędów wymiarowych oraz zwiększonych kosztów produkcji.