Pytanie 1
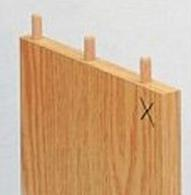
Wskazane strzałką pokrętło frezarki służy do regulacji

A. wysokości stołu.
B. prędkości obrotowej wrzeciona.
C. kąta wychylenia wrzeciona.
D. wysokości wrzeciona.
Poprawna odpowiedź, dotycząca regulacji wysokości wrzeciona, jest kluczowa w kontekście operacji frezowania. Wrzeciono, będące głównym elementem frezarki, wykonuje ruch obrotowy, który umożliwia narzędziom skrawającym efektywne usuwanie materiału. Regulacja wysokości wrzeciona pozwala na precyzyjne ustawienie narzędzia w odpowiedniej odległości od obrabianego materiału, co jest istotne dla uzyskania wymaganej głębokości cięcia. W praktyce, operatorzy frezarek często muszą dostosowywać wysokość wrzeciona w zależności od grubości obrabianego materiału oraz pożądanej jakości powierzchni. W przypadku niewłaściwego ustawienia, może dojść do uszkodzeń narzędzi lub obrobionych elementów, a także do obniżenia jakości wykonania. Zgodnie z dobrymi praktykami w obróbce skrawaniem, należy regularnie sprawdzać i kalibrować wysokość wrzeciona, aby zapewnić optymalną wydajność i jakość pracy.