Pytanie 1
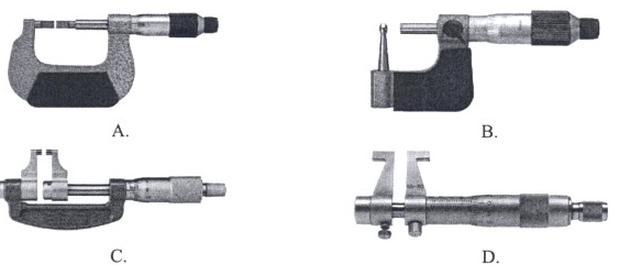
Którą obrabiarkę pokazano na rysunku?

A. Piłę ramową.
B. Dogładzarkę oscylacyjną.
C. Szlifierkę do kół zębatych.
D. Polerkę tarczową.
Polerka tarczowa, którą widzimy na zdjęciu, to naprawdę fajna maszyna do wygładzania i polerowania różnych powierzchni. Dzięki tym tarczom, maszyna potrafi nadać świetne wykończenie, co jest mega ważne, zwłaszcza w przemyśle motoryzacyjnym i meblarskim. W polerkach tarczowych jest tak skonstruowany mechanizm, by siła była rozłożona równomiernie, co pomaga uniknąć przegrzania materiału w trakcie pracy. W praktyce, polerka tarczowa świetnie nadaje się do obróbki detali metalowych, drewnianych i plastikowych – efekty są czasem nie do opisania! A do polerki używa się różnych tarcz, które są dostosowane do konkretnych materiałów i efektów, które chcemy uzyskać. W branży są też standardy dotyczące parametrów pracy tych urządzeń, co rzeczywiście pozwala na osiąganie super wyników.