Pytanie 1
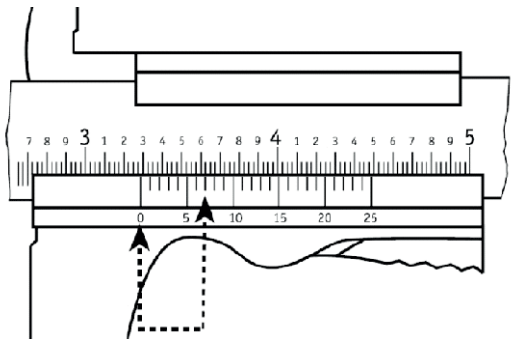
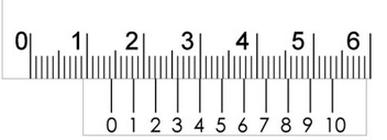
Wynik pomiaru przedstawionego na ilustracji mikromierza wynosi

A. 11,87 mm
B. 11,37 mm
C. 9,87 mm
D. 9,37 mm
Odpowiedź 9,37 mm jest poprawna, ponieważ odczyt mikromierza polega na precyzyjnym zsumowaniu wartości z liniału oraz wartości z bębna. W tym przypadku liniał wskazuje 9 mm, a bęben 0,37 mm. Kluczowe jest, aby umieć poprawnie odczytać te wartości, co jest umiejętnością istotną w wielu branżach, takich jak inżynieria mechaniczna czy produkcja. W kontekście standardów branżowych, zgodnie z normami ISO, dokładność pomiarów jest kluczowa, a umiejętność obsługi mikromierzy jest podstawą dla zapewnienia jakości produktów. Przy pomiarach, szczególnie w produkcji, nawet niewielkie błędy mogą prowadzić do poważnych konsekwencji, dlatego precyzyjne odczytywanie i sumowanie wyników jest niezbędne. Zrozumienie, jak działają mikromierze, oraz umiejętność ich prawidłowego użycia przyczynia się do podniesienia ogólnej jakości pracy oraz dostosowania się do wymagań technicznych i standardów branżowych, co jest niezbędne w dzisiejszych czasach.