Pytanie 1
Wskazanie na podziałce suwmiarki uniwersalnej wynosi
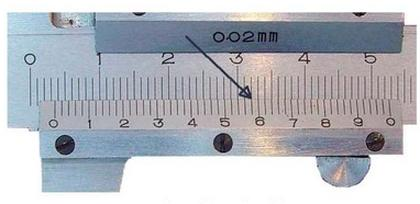
A. 5,80 mm
B. 3,54 mm
C. 3,58 mm
D. 3,10 mm
Brak odpowiedzi na to pytanie.
Wyjaśnienie poprawnej odpowiedzi:
Poprawna odpowiedź to 3,58 mm, co wynika z precyzyjnego odczytu suwmiarki. Na podziałce głównej odczytujemy wartość 3,5 mm, co jest standardowym krokiem w używaniu narzędzi pomiarowych tego typu. Następnie, korzystając z podziałki noniusza, identyfikujemy dodatkową wartość 0,08 mm, co jest kluczowym etapem, ponieważ noniusz pozwala na dokładniejsze pomiary, wykraczające poza standardowe podziały. Wartości te sumujemy, co daje nam łączny wynik 3,58 mm. Zastosowanie suwmiarki w praktyce jest niezwykle istotne w różnych dziedzinach inżynierii i produkcji, gdzie precyzyjne pomiary są kluczowe dla jakości wykonania i spełnienia norm branżowych. Umiejętność prawidłowego odczytywania suwmiarki jest umiejętnością nie tylko techniczną, ale i praktyczną, której nabycie wpływa na efektywność pracy oraz unikanie błędów kosztownych w procesach produkcyjnych.
Poprawna odpowiedź to 3,58 mm, co wynika z precyzyjnego odczytu suwmiarki. Na podziałce głównej odczytujemy wartość 3,5 mm, co jest standardowym krokiem w używaniu narzędzi pomiarowych tego typu. Następnie, korzystając z podziałki noniusza, identyfikujemy dodatkową wartość 0,08 mm, co jest kluczowym etapem, ponieważ noniusz pozwala na dokładniejsze pomiary, wykraczające poza standardowe podziały. Wartości te sumujemy, co daje nam łączny wynik 3,58 mm. Zastosowanie suwmiarki w praktyce jest niezwykle istotne w różnych dziedzinach inżynierii i produkcji, gdzie precyzyjne pomiary są kluczowe dla jakości wykonania i spełnienia norm branżowych. Umiejętność prawidłowego odczytywania suwmiarki jest umiejętnością nie tylko techniczną, ale i praktyczną, której nabycie wpływa na efektywność pracy oraz unikanie błędów kosztownych w procesach produkcyjnych.