Pytanie 1
Rysunek przedstawia zamocowanie przedmiotu obrabianego
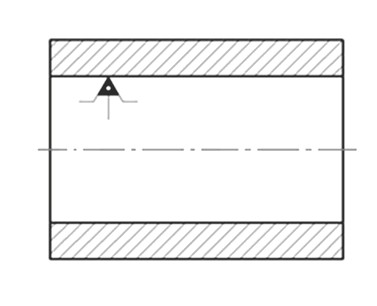
A. na trzpieniu stałym.
B. na trzpieniu rozprężnym.
C. w kłach z zabierakiem czołowym.
D. w kle obrotowym.
Zamocowanie przedmiotu na trzpieniu stałym, kłach z zabierakiem czołowym czy w kle obrotowym to metody, które w wielu przypadkach mogą wydawać się odpowiednie, ale w rzeczywistości nie zapewniają one takiej samej efektywności ani stabilności jak trzpień rozprężny. Trzpień stały, mimo że jest prostszy w użyciu, nie gwarantuje tak mocnego i stabilnego mocowania, gdyż jego średnica nie zmienia się w trakcie użytkowania. Taki system mocowania nie jest w stanie dostosować się do różnych tolerancji wymiarowych obrabianych elementów, co może prowadzić do luzów i błędów w obróbce. Kły z zabierakiem czołowym używane są głównie w obrabiarkach, ale ich zastosowanie jest ograniczone do określonych typów operacji i nie zawsze dają one wymaganą precyzję. Z kolei kle obrotowy, mimo swojej wszechstronności, nie jest optymalnym rozwiązaniem w przypadku intensywnej obróbki mechanicznej, ponieważ może prowadzić do niekontrolowanych przemieszczeń obrabianego przedmiotu podczas pracy. W praktyce, wybór metody mocowania powinien być uzależniony od specyfiki pracy oraz wymaganych parametrów technicznych, a stosowanie niewłaściwych metod może prowadzić do uszkodzenia zarówno obrabianego elementu, jak i narzędzi, co wiąże się z dodatkowymi kosztami oraz przestojami w produkcji.