Pytanie 1
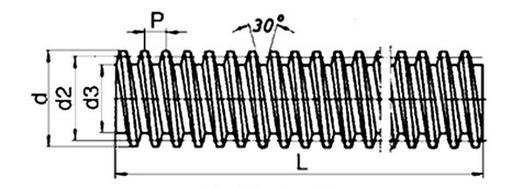
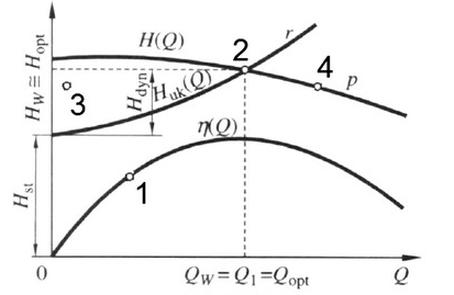
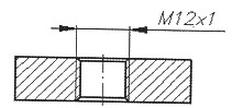
Średnicę podziałową przedstawionego na rysunku koła zębatego oznaczono symbolem
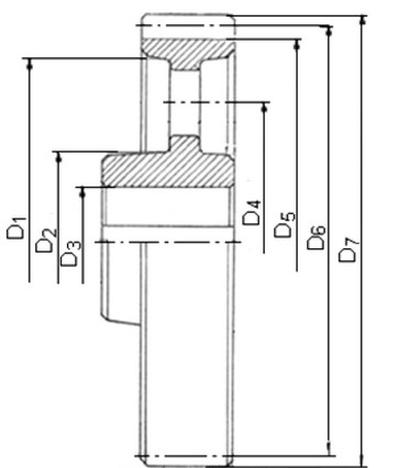
A. D5
B. D7
C. D6
D. D4
Średnica podziałowa koła zębatego, oznaczona jako D6, to naprawdę istotny element, jeśli chodzi o projektowanie oraz analizę przekładni zębatych. To właśnie na tej średnicy siedzą środki profili zębów, co bezpośrednio wpływa na to, jak zęby współpracują ze sobą. Na przykład przy obliczaniu prędkości kątowej zębników czy ich obciążenia, ta średnica jest wręcz kluczowa. W mechanice, zgodnie z normami ISO, warto znać tę średnicę, bo to pozwala na prawidłowe dopasowanie zębatek. Używanie oznaczenia D6 pokazuje, że rozumiesz i stosujesz standardy rysunku technicznego, a to jest niezbędne w inżynierii, gdzie precyzja ma ogromne znaczenie. Dlatego, jeśli znasz i poprawnie używasz tego symbolu, to może naprawdę ułatwić projektowanie oraz zmniejszyć ryzyko błędów w produkcji.