Pytanie 1
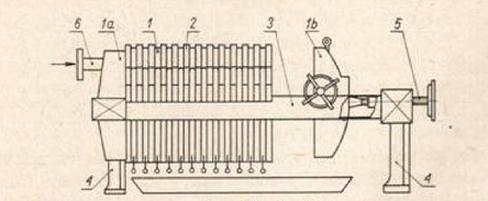
Na rysunku prasy filtracyjnej płyty zaznaczone są cyfrą
A. 2
B. 1
C. 5
D. 4
Odpowiedź "1" jest prawidłowa, ponieważ na załączonym rysunku prasy filtracyjnej płyty są rzeczywiście oznaczone cyfrą "1". W kontekście prasy filtracyjnej, płyty filtracyjne odgrywają kluczową rolę w procesie oddzielania ciał stałych od cieczy. Te płyty są częścią systemu filtracji, który jest szeroko stosowany w przemyśle chemicznym, spożywczym czy farmaceutycznym. Przykładem zastosowania pras filtracyjnych jest oczyszczanie cieczy w procesach produkcyjnych, gdzie konieczne jest oddzielenie zanieczyszczeń. Właściwe oznaczenie części prasy filtracyjnej jest istotne dla jej efektywnego działania oraz dla konserwacji, ponieważ pozwala technikom szybko zlokalizować i naprawić ewentualne usterki. Ponadto, znajomość oznaczeń i funkcji poszczególnych elementów prasy filtracyjnej jest zgodna z najlepszymi praktykami w branży, co przyczynia się do zwiększenia bezpieczeństwa i efektywności pracy.