Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 30/40 punktów (75,0%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Korzystanie z elektronarzędzi podłączonych do sieci elektrycznej na świeżym powietrzu w trakcie opadów deszczu jest
W przypadku poważnego oparzenia ręki, co powinno być pierwszym krokiem w pomocy poszkodowanemu?
Co należy zrobić, gdy osoba ma na sobie palącą się odzież?
Proces kucia, w efekcie którego przedmiot staje się krótszy i szerszy, to
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Stosowanie rękawic podczas obsługi obrabiarek skrawających jest
Silnik hydrauliczny otrzymuje olej w ilości 0,002 m3/s pod ciśnieniem 8 MPa. Na wyjściu z silnika ciśnienie oleju wynosi 1 MPa. Jaką moc ma ten silnik?
Podczas maszynowego szlifowania stali konieczne jest stosowanie
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
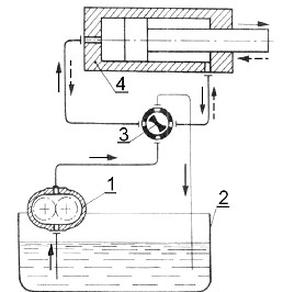
Na przedstawionym schemacie napędu hydraulicznego, urządzenie sterujące ruchem postępowo-zwrotnym siłownika hydraulicznego oznaczono cyfrą
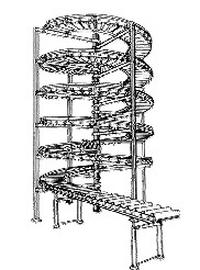
Na rysunku przedstawiono przenośnik
Reduktor prędkości to rodzaj przekładni, w której
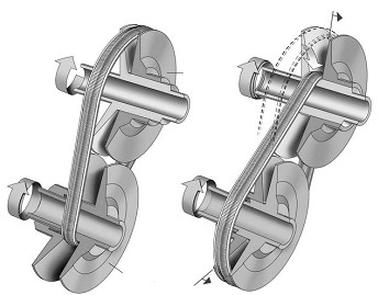
Przedstawiona na rysunku przekładnia umożliwia
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Aby toczyć stożki smukłe (o dużej długości w stosunku do średnicy), powinno się użyć
W zbiorniku o pojemności 3 m3 znajduje się 6 kg gazu. Jaką wartość ma gęstość tego gazu?
Jakie układy w organizmie pracownika są najbardziej narażone w trakcie pracy przy linii technologicznej montażu maszyn?
Uszkodzenia zębów koła zębatego przedstawionego na zdjęciu powstały w wyniku

Do odkręcenia śrub imbusowych służy narzędzie przedstawione na rysunku oznaczonym literą




Korozja elektrochemiczna występuje na skutek
W sytuacji, gdy powierzchnia połączenia nitowego powinna być gładka, używa się nitów z główką
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Który typ zużycia wywiera największy wpływ na zmniejszenie efektywności maszyn i urządzeń technologicznych?
Część przedstawiona na rysunku ma zastosowanie w przekładniach

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Zamierzoną przerwę w funkcjonowaniu urządzenia, wynikającą z organizacji jego użytkowania, określa się mianem
Jaka jest średnica otworu przygotowanego pod gwint M20 × 2,5? Skorzystaj z wzoru: \( d_o = d_g - 1{,}1 \cdot P \)
gdzie:
\( d_o \) – średnica otworu,
\( d_g \) – średnica gwintu,
\( P \) – skok gwintu?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jednym z powodów zbyt szybkiego zużycia łożysk tocznych wału szlifierki może być
Efektywna eksploatacja urządzenia to
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Podaj właściwą sekwencję użycia narzędzi do wykonania otworu z gwintem M10?