Pytanie 1
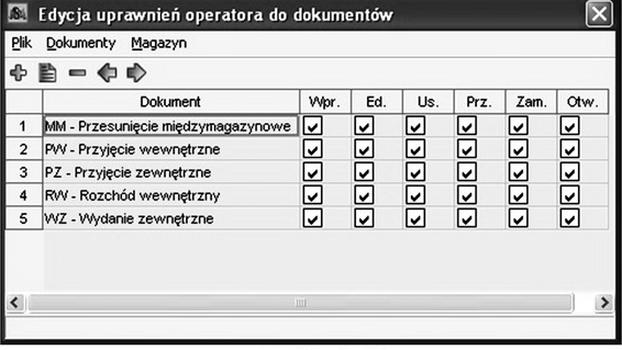
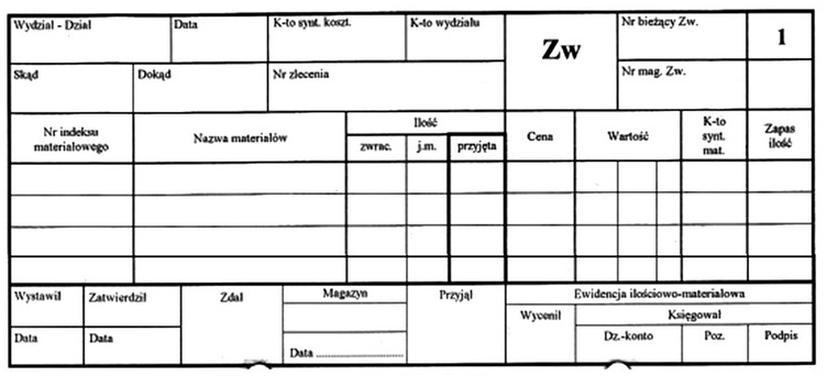
Dokument przedstawiony na rysunku należy wypełnić przy
A. przekazaniu materiału między magazynami wewnątrz zakładu.
B. przekazaniu materiału przeznaczonego na sprzedaż.
C. przyjęciu materiału z jednostki wchodzącej w skład przedsiębiorstwa.
D. zwrocie pobranego materiału.
Dokument, który widzisz na rysunku, to formularz ZW. To naprawdę ważne narzędzie w magazynie, zwłaszcza gdy chodzi o zarządzanie zwrotami towarów. ZW to skrót od 'zwrot wewnętrzny' i służy do dokumentowania, co się dzieje, gdy pracownicy oddają materiały do magazynu po ich wcześniejszym pobraniu. Powinien zawierać wszystkie szczegóły na temat zwracanych produktów, ich ilości oraz powodów, dla których zostały zwrócone. Takie podejście naprawdę pomaga w utrzymaniu porządku w inwentaryzacji i umożliwia analizę przyczyn zwrotów. Dzięki temu można lepiej zarządzać zakupami i zmniejszać straty. Z mojego doświadczenia wiem, że stosowanie dokumentu ZW to świetny sposób, żeby wszystko działało sprawniej i unikać problemów podczas audytów wewnętrznych.