Pytanie 1
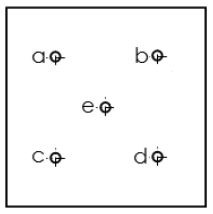
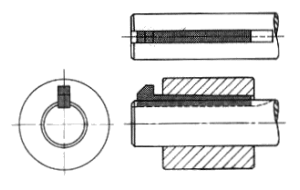
Który rodzaj połączenia zgrzewanego przedstawiono na rysunku?
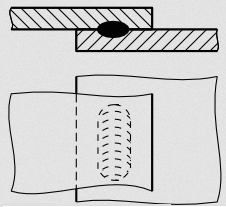
A. Garbowe.
B. Liniowe.
C. Czołowe.
D. Punktowe.
Zgrzewanie liniowe to jeden z najczęściej wykorzystywanych sposobów trwałego łączenia blach, zwłaszcza w przemyśle motoryzacyjnym czy AGD. Na rysunku widać charakterystyczną wydłużoną spoinę, która powstaje w wyniku przesuwania elektrod podczas procesu zgrzewania oporowego. To właśnie odróżnia zgrzew liniowy od punktowego, gdzie miejsce złączenia jest ograniczone do jednego punktu. Przewagą zgrzewu liniowego jest to, że zapewnia szczelność i dużą wytrzymałość połączenia na całej długości styku. Taka technika pozwala uzyskać niewidoczne, bardzo estetyczne łączenie, co widać szczególnie na przykładzie produkcji zbiorników czy rur. Moim zdaniem, warto też pamiętać, że w zgrzewaniu liniowym obowiązuje zachowanie parametrów takich jak siła docisku i prąd zgrzewania – bez tego połączenie może nie spełniać norm jakościowych. W praktyce dobrze wykonywany zgrzew liniowy odpowiada wymaganiom norm typu PN-EN ISO 4063. W codziennej pracy widać, że zastosowanie zgrzewania liniowego znacząco skraca czas montażu i podwyższa powtarzalność połączeń, szczególnie tam, gdzie liczy się szczelność i wytrzymałość.