Pytanie 1
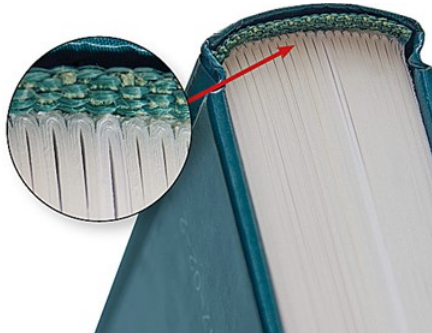
Sygnatury grzbietowe umożliwiają kontrolę prawidłowości
A. wykonywania okładek.
B. przygotowania materiałów.
C. łączenia wkładu z okładką.
D. kompletowania składek.
W poligrafii wiele osób myli sygnatury grzbietowe z innymi znacznikami czy kontrolkami stosowanymi w przygotowaniu materiałów do druku. Często spotykam się z przekonaniem, że sygnatury te służą głównie do kontroli faz przygotowania materiałów albo produkcji okładek. To błąd, bo te etapy mają własne, inne zabezpieczenia i narzędzia kontrolne. Przygotowanie materiałów, jak np. skład czy łamanie, wiąże się raczej ze stosowaniem próbnych wydruków, proofów czy cyfrowych softproofów i nie wykorzystuje sygnatur grzbietowych do oceny poprawności. Wykonywanie okładek również opiera się na zupełnie innych znacznikach – np. paserach czy znacznikach cięcia – a sygnatury grzbietowe nie mają tu żadnego praktycznego zastosowania. Zdarza się, że ktoś uważa, iż sygnatury te pomagają przy łączeniu wkładu z okładką, ale to nie do końca tak działa – bo ten etap to już właściwie oprawa, a kontrola kompletności odbywa się wcześniej. Podstawowy błąd myślowy polega tu na szukaniu uniwersalnego zastosowania dla sygnatur grzbietowych, podczas gdy są one precyzyjnie zaprojektowane do kontroli kompletowania składek, czyli sprawdzenia, czy wszystkie składki znalazły się w odpowiedniej kolejności i orientacji w bloku książki czy czasopisma. Ich głównym zadaniem jest szybka wizualna kontrola sekwencji w procesie introligatorskim, co znacząco ogranicza ryzyko błędów przed dalszymi etapami obróbki. W praktyce, jeśli pomyli się składki lub pominie którąś z nich, zaburzenie sygnatury jest od razu widoczne, co pozwala natychmiast zareagować. To rozwiązanie szczególnie ważne w produkcji wielkonakładowej, gdzie automatyzacja i szybkość działania idą w parze z wysokimi wymaganiami jakościowymi. Warto wyrobić sobie nawyk rozróżniania narzędzi dedykowanych konkretnym etapom produkcji, bo to klucz do sprawnej i bezbłędnej pracy w branży poligraficznej.