Pytanie 1
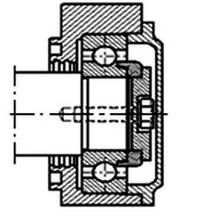
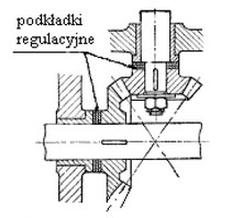
Którą operację można wykonać za pomocą urządzenia przedstawionego na rysunku?

A. Zamontowanie łożyska na półosi.
B. Umieszczenie szpilki w kadłubie.
C. Osadzenie simeringu na wałku.
D. Umieszczenie tłoka w cylindrze.
Wybór odpowiedzi dotyczących umieszczenia szpilki w kadłubie, tłoka w cylindrze czy osadzenia simeringu na wałku jest błędny, ponieważ każda z tych czynności wymaga innych narzędzi i technik niż te, jakie oferuje prasa do łożysk. Umieszczanie szpilki w kadłubie zazwyczaj wiąże się z użyciem młotka lub innego narzędzia, które umożliwia precyzyjne osadzenie elementu bez ryzyka uszkodzenia. Z kolei montaż tłoka w cylindrze często wymaga zastosowania specjalnych narzędzi, które mogą zapewnić odpowiedni moment siły oraz kontrolę nad procesem, aby uniknąć zjawisk takich jak zacięcia. Osadzenie simeringu na wałku także wymaga staranności, aby zapewnić szczelność i prawidłowe działanie uszczelnień, co jest procesem odmiennym od montażu łożysk. Typowym błędem myślowym jest mylenie funkcji różnych narzędzi i technik. Każdy element mechaniczny ma swoje specyficzne wymagania dotyczące montażu i demontażu, które wynikają z ich budowy oraz przeznaczenia. Zrozumienie tych różnic jest kluczowe dla efektywnego działania w obszarze mechaniki. Dlatego ważne jest, aby zawsze dobierać odpowiednie metody i narzędzia, a także przestrzegać standardów i dobrych praktyk branżowych, aby zapewnić bezpieczeństwo i efektywność w pracy.