Pytanie 1
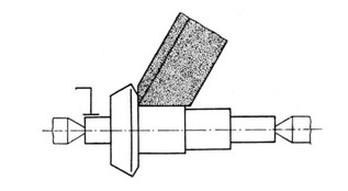
Punkt odniesienia narzędzia oznaczono na rysunku numerem
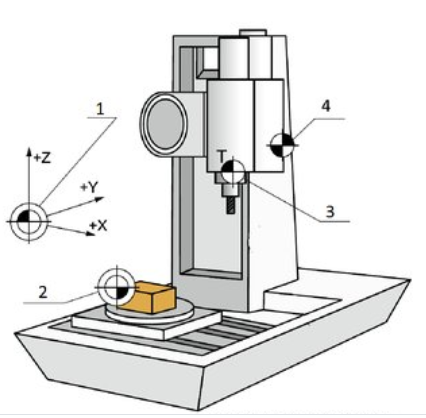
A. 1
B. 3
C. 4
D. 2
Odpowiedź 3 jest prawidłowa, ponieważ punkt odniesienia narzędzia w obrabiarkach CNC oznaczony jest właśnie tym numerem. Punkt odniesienia jest kluczowym elementem w procesie obróbki, gdyż zapewnia dokładność i powtarzalność operacji. W praktyce, w przypadku frezowania czy toczenia, punkt ten to miejsce, w którym narzędzie wchodzi w kontakt z materiałem obrabianym, co pozwala na precyzyjne ustawienie maszyny i kontrolowanie głębokości oraz kąta cięcia. W standardach branżowych, takich jak ISO 11161, podkreśla się znaczenie precyzyjnych ustawień narzędzi w celu uniknięcia błędów i strat materiałowych. Zrozumienie i umiejętność identyfikacji punktu odniesienia jest niezbędne dla każdego operatora maszyn CNC, jako że wpływa to na ogólną jakość wykonanej pracy i efektywność produkcji.