Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 24/40 punktów (60,0%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Do jakich celów używa się gazu wielkopiecowego?
Które urządzenie stosowane w kuźni przedstawiono na rysunku?

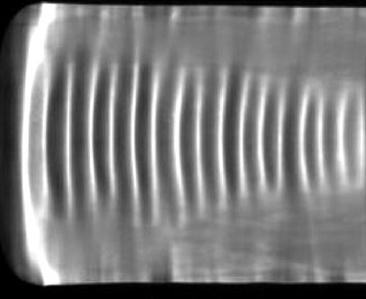
Jak nazywana jest wada odkuwki matrycowej przedstawiona na rysunku?
Jakie czynności związane z obsługą i konserwacją należy wykonać przed rozpoczęciem pracy oporowego pieca komorowego?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
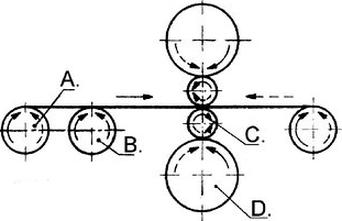
Który typ walcarki przedstawiono na rysunku?

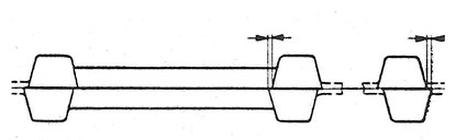
Jaki rodzaj transportu kęsiska przedstawia zdjęcie?

Jakie spośród wymienionych produktów są uzyskiwane tylko dzięki procesowi metalurgii proszków?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Walec oporowy walcarki kwarto-nawrotnej przedstawionej na rysunku oznaczono literą
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaką z poniższych czynności powinien wykonać pracownik w pierwszej kolejności, zgodnie z zasadami bhp, przed rozpoczęciem pracy z młotem do kucia matrycowego?
Co powoduje pękanie stali w trakcie kucia na gorąco?
Który rodzaj obróbki plastycznej należy zastosować do wytwarzania elementów pokazanych na rysunku?

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie jest podstawowe wyroby uzyskiwane w procesie konwersji kamienia miedziowego?
Który z wymienionych surowców mineralnych jest kluczowym materiałem stosowanym w wytwarzaniu aluminium?
Który z wymienionych materiałów wsadowych powinien być użyty w procesie kucia swobodnego wału dużej turbiny gazowej?
Grubość blachy wprowadzanej do klatki walcowniczej wynosi 18 mm. Ustalono, że podczas walcowania na gorąco wartość gniotu względnego powinna wynosić ε = 0,25. Jakie powinno być ustawienie prześwitu pomiędzy walcami?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie jest główne zadanie procesu koksowania w produkcji stali?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaką metodę usuwania zanieczyszczeń z powierzchni blach wykorzystuje się przed aplikacją warstwy ochronnej cynku w procesie ciągłego cynkowania ogniowego?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Ile stearynianu cynku należy dodać do 1 250 kg proszku żelaza, jeżeli środek poślizgowy powinien wynosić
0,3 ÷ 0,6% wagi proszku?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Który rodzaj pieca wykorzystuje się do podgrzewania wlewków przed procesem walcowania?
Na podstawie tabeli wskaż, którą z wymienionych prac prowadzi się w czasie remontu bieżącego komorowego gazowego pieca grzewczego.
| Fragment wykazu prac związanych z prowadzeniem remontów gazowych pieców komorowych | |||
|---|---|---|---|
| Czynności | Rodzaj remontu | ||
| bieżący | średni | kapitalny | |
| wymiana wszystkich palników | ● | ||
| wymiana całej wymurówki komory roboczej | ● | ||
| wymiana warstwy izolacyjnej komory roboczej | ● | ||
| wymiana lub naprawa uszkodzonych fragmentów wymurówki | ● | ||
| naprawy instalacji elektrycznej | ● | ||
| korekta ustawień palników | ● | ||
| naprawy układu sterowania | ● | ||
| naprawy mechaniczne | ● | ||
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaką substancję smarną wykorzystuje się w obróbce plastycznej prowadzonej w temperaturze pokojowej?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Który rodzaj pieca do nawęglania gazowego przedstawiono na rysunku?

Podstawowa przyczyna powstania wady blachy przedstawionej na rysunku to
Określ na podstawie tabeli, którą z wymienionych prac wykonuje się w trakcie remontu średniego komorowego gazowego pieca grzewczego.
| Fragment wykazu prac związanych z prowadzeniem remontów gazowych pieców komorowych | |||
|---|---|---|---|
| Czynności | Rodzaj remontu | ||
| bieżący | średni | kapitałny | |
| Wymiana wszystkich palników | ● | ||
| Wymiana całej wymurowki komory roboczej | ● | ||
| Wymiana warstwy izolacyjnej komory roboczej | ● | ||
| Wymiana lub naprawa uszkodzonych fragmentów wymurowki | ● | ||
| Naprawy instalacji elektrycznej | ● | ||
| Korekta ustawień palników | ● | ||
| Naprawy układu sterowania | ● | ||
| Naprawy mechaniczne | ● | ||