Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 16/40 punktów (40,0%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Zalecana prędkość skrawania dla obróbki stali nierdzewnej przy użyciu płytki wieloostrzowej wynosi vc = 80 m/min. Jak powinien być zapisany poprawnie skonfigurowany blok programu sterującego dla tej prędkości?
Która obrabiarka posiada dane techniczne uwzględnione w tabeli?
| DANE TECHNICZNE | Jednostka | Wymiary |
|---|---|---|
| Stół: | ||
| powierzchnia robocza stołu | mm | 320 x 1300 |
| rowki teowe (ilość x szerokość x rozstaw) | mm | 5 x 18 x 63 |
| Maksymalne przesunięcie stołu: | ||
| wzdłużne | mm | 850 |
| poprzeczne | mm | 340 |
| pionowe | mm | 500 |
| Posuwy przyspieszone: | ||
| wzdłużny | mm/min | 1700 |
| poprzeczny | mm/min | 1700 |
| pionowy | mm/min | 700 |
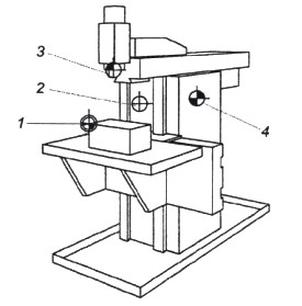
W przedstawionym układzie frezarki CNC punkt zerowy przedmiotu obrabianego oznaczono numerem
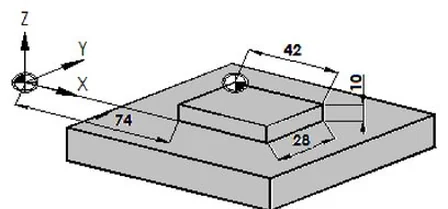
W którym bloku podano wartości przesunięcia punktu zerowego obrabianego przedmiotu zgodne z przedstawionym rysunkiem?
Smar ŁT-41, używany w utrzymaniu maszyn i urządzeń, jest rodzajem środka smarnego
Na rysunku przedstawiono symbol graficzny będący oznaczeniem uchwytu tokarskiego

Wyświetlenie komunikatu OT0500 (X) OGRANICZNIK RUCHU + (SOFT. 1) (przykład na ekranie) dotyczy

Jakie narzędzie powinno być użyte do pomiaru bicia wrzeciona w tokarkach?
Płytka skrawająca oznaczona jako T ma formę
W trakcie frezowania rowków w wiertle, obrabiane wiertło jest osadzone w
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Do szybkiego weryfikowania odchyleń geometrycznych metodą porównania wymiarów zewnętrznych z precyzją 0,002 do 0,005 mm dla produktów w produkcji małoseryjnej na zasadzie dobry/niedobry służy
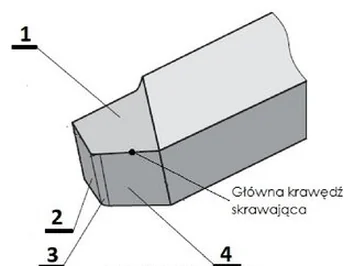
Pomocniczą powierzchnię przyłożenia noża tokarskiego na rysunku oznaczono numerem
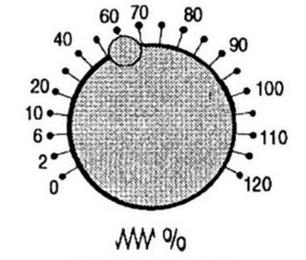
Przedstawione na rysunku pokrętło na pulpicie sterowniczym tokarki CNC służy do zmiany
Który z przedstawionych symboli graficznych jest oznaczeniem uchwytu 3-szczękowego z mocowaniemręcznym?
Jakiego narzędzia można użyć do pomiaru z precyzją 0,01 mm?
Zakończenie podprogramu ze skokiem do początku oznaczane jest za pomocą funkcji
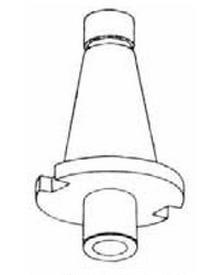
Na rysunku przedstawiono trzpień frezarski
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Punkt referencyjny obrabiarki przedstawionej na rysunku został oznaczony cyfrą

Brak odpowiedzi na to pytanie.
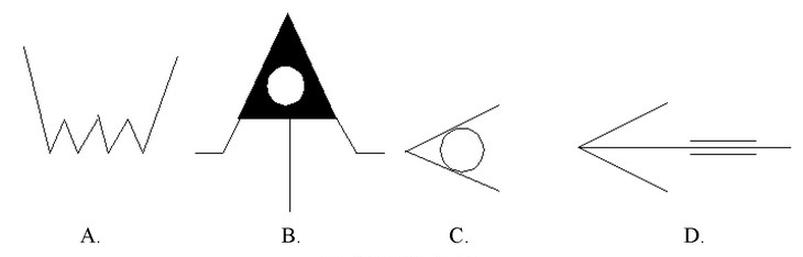
Symbol graficzny zabieraka czołowego przedstawiono na rysunku oznaczonym literą
Brak odpowiedzi na to pytanie.
Położenie punktu "S" (wierzchołek ostrza noża) podaje się względem punktu

Brak odpowiedzi na to pytanie.
Obrabiarką przedstawioną na rysunku jest

Brak odpowiedzi na to pytanie.
Do testów zaliczają się:
Brak odpowiedzi na to pytanie.
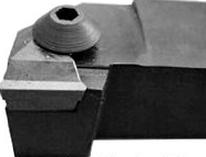
W celu odkręcenia płytki w nożu przedstawionym na zdjęciu, należy użyć klucza
Brak odpowiedzi na to pytanie.
Na rysunku przedstawiono zabieg

Brak odpowiedzi na to pytanie.
Punkt wymiany narzędzia na przedstawionym rysunku oznaczono numerem

Brak odpowiedzi na to pytanie.
Który przyrząd mikrometryczny należy wykorzystać do pomiaru średnicy otworu Ø20?

Brak odpowiedzi na to pytanie.
Na rysunku przedstawiono przyrząd pomiarowy służący do pomiaru

Brak odpowiedzi na to pytanie.
Jakie są właściwe etapy obróbcze do wykonania otworu gwintowanego na tokarce uniwersalnej?
Brak odpowiedzi na to pytanie.
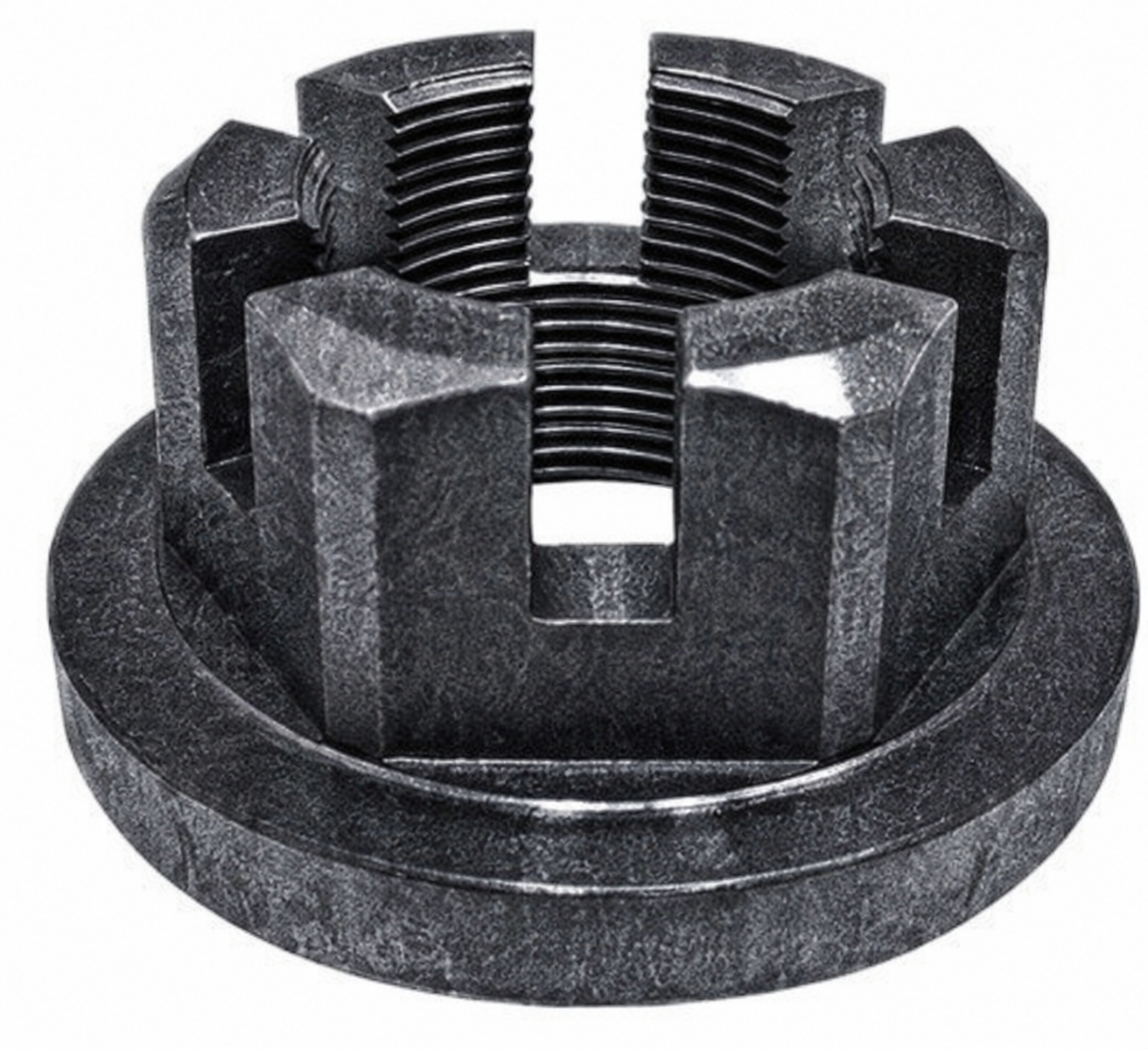
Zestaw narzędzi, który należy wykorzystać do wykonania nakrętki pokazanej na zdjęciu to
Brak odpowiedzi na to pytanie.
Narzędzia skrawające z ostrzami wykonanymi z jakich materiałów umożliwiają obróbkę materiałów przy bardzo dużych prędkościach skrawania?
Brak odpowiedzi na to pytanie.
Do przytrzymywania noży tokarskich o kształcie kwadratowym lub prostokątnym na tokarce uniwersalnej stosuje się
Brak odpowiedzi na to pytanie.
Kontrolny pomiar średnicy obrabianego wałka przedstawionego na rysunku po zakończeniu toczenia zgrubnego należy wykonać za pomocą

Brak odpowiedzi na to pytanie.
Gdzie mocuje się noże strugarskie?
Brak odpowiedzi na to pytanie.
Jaką wartość powinien mieć posuw minutowy (vf) podczas frezowania narzędziem frezarskim z sześcioma ostrzami (z = 6), gdy zalecany posuw wynosi fz = 0,2 mm/ostrze, a prędkość obrotowa freza to n = 600 min-1?
Użyj wzoru: vf= fzz n
Brak odpowiedzi na to pytanie.
Które zjawisko może powstać w wyniku obróbki skrawaniem, w wysokiej temperaturze przy braku chłodzenia i zbyt miękkim materiale płytki skrawającej?
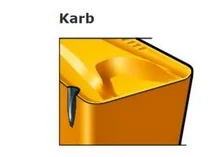

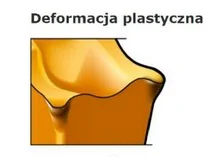
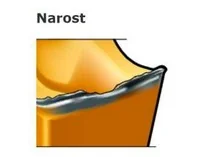
Brak odpowiedzi na to pytanie.
Które wartości parametrów skrawania, f posuw oraz n prędkość obrotowa są odpowiednie do wykonania rowka w wałku stalowym na tokarce

Brak odpowiedzi na to pytanie.
Jak mocuje się frez piłko?
Brak odpowiedzi na to pytanie.