Pytanie 1
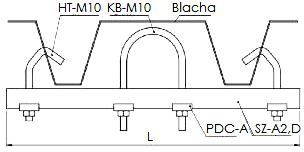
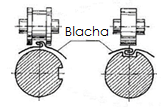
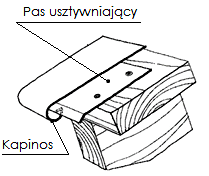
Którą techniką obróbki plastycznej wykonuje się element przedstawiony na rysunku?

A. Żłobienia.
B. Kucia.
C. Gięcia.
D. Walcowania.
Element widoczny na zdjęciu został wykonany techniką gięcia, co widać po prostych, precyzyjnych zagięciach blachy pod określonymi kątami. Gięcie to jedna z najczęściej stosowanych operacji w obróbce plastycznej blach, polegająca na trwałej zmianie kształtu materiału bez naruszania jego integralności. W praktyce, szczególnie w branży budowlanej czy dekarskiej, gięcie pozwala na szybkie i powtarzalne uzyskiwanie takich elementów jak obróbki blacharskie, kątowniki, ceowniki, czy profile ochronne. Stosuje się różnego rodzaju prasy krawędziowe, giętarki segmentowe czy ręczne narzędzia do precyzyjnych prac. Moim zdaniem, znajomość tej techniki jest absolutnie podstawowa, jeśli ktoś myśli o pracy przy konstrukcjach stalowych czy produkcji elementów wykończeniowych. Warto dodać, że według norm branżowych, ważne jest nie tylko odpowiednie dobranie promienia gięcia do grubości materiału, ale też kontrola sprężystego powrotu blachy, co przekłada się na jakość i powtarzalność finalnego produktu. W codziennej pracy często okazuje się, że umiejętność planowania kolejności gięć oraz przewidywania efektu, to klucz do uzyskania dobrze spasowanych i estetycznych detali.