Pytanie 1
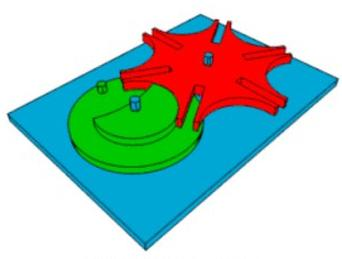
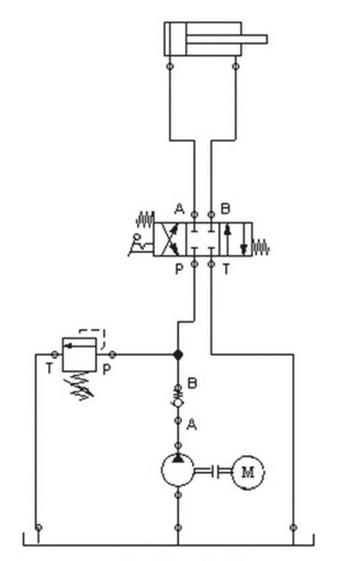
Które z mediów roboczych należy doprowadzić do układu, którego schemat przedstawiono na rysunku?
A. Tylko sprężone powietrze.
B. Olej hydrauliczny i sprężone powietrze.
C. Sprężone powietrze i napięcie elektryczne.
D. Olej hydrauliczny i napięcie elektryczne.
Poprawna odpowiedź to "Olej hydrauliczny i napięcie elektryczne", ponieważ schemat przedstawia układ hydrauliczny, który wymaga zasilania olejem hydraulicznym w celu napędzenia jego elementów, takich jak pompa i siłownik. Pompy hydrauliczne, które są kluczowymi komponentami takich systemów, wymagają odpowiedniego medium roboczego, które w tym przypadku jest olejem hydraulicznym. Zasilanie układu elektrycznego jest równie istotne, ponieważ silnik elektryczny, który często steruje pracą pompy, potrzebuje napięcia elektrycznego do działania. W praktyce, w układach hydraulicznych często stosuje się oleje hydrauliczne o określonych parametrach, zgodnych z normami ISO, aby zapewnić efektywność oraz bezpieczeństwo pracy systemu. Dobre praktyki w projektowaniu takich układów uwzględniają zarówno dobór odpowiedniego medium, jak i zapewnienie stabilnego zasilania elektrycznego dla zapewnienia niezawodności oraz wydajności operacyjnej.