Pytanie 1
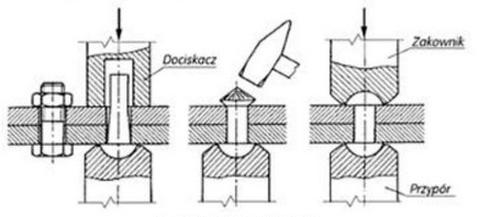
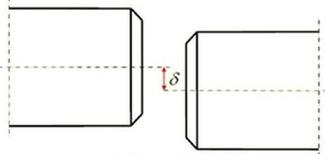
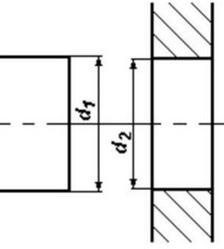
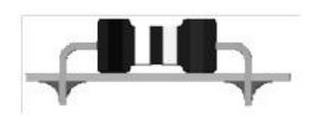
W celu uzupełnienia smaru w łożysku przedstawionym na rysunku należy użyć

A. B.
B. D.
C. C.
D. A.
Aby skutecznie uzupełnić smar w łożysku, kluczowe jest wykorzystanie odpowiednich narzędzi, takich jak smarownica, co potwierdza poprawność odpowiedzi D. Smarownice, w porównaniu do innych narzędzi, oferują precyzyjne i kontrolowane dozowanie smaru, co jest istotne dla efektywności i trwałości łożysk. Właściwe smarowanie łożysk jest nie tylko kwestią wydajności, ale także wpływa na bezpieczeństwo całego mechanizmu, w którym się znajdują. W praktyce, stosowanie smarownic jest zgodne z najlepszymi praktykami w zakresie konserwacji maszyn, ponieważ pozwala na minimalizowanie ryzyka przepełnienia lub niedoboru smaru, co może prowadzić do uszkodzenia łożysk. Regularne stosowanie smarownic w ramach planowanych przeglądów technicznych nie tylko zapewnia długotrwałą wydajność, ale również zmniejsza koszty związane z naprawami, co jest zgodne z zasadami zarządzania majątkiem i efektywności operacyjnej w branży. Z tego powodu, znajomość i umiejętność stosowania smarownicy jest kluczowa dla każdej osoby zajmującej się konserwacją maszyn.