Pytanie 1
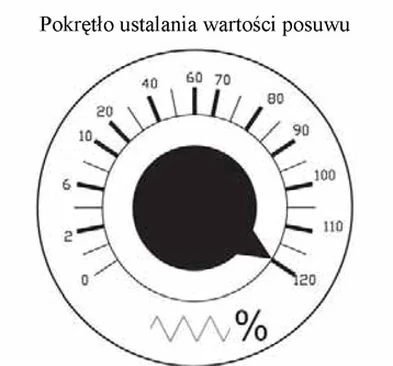
Przedstawione na rysunku pokrętło na pulpicie sterowniczym tokarki CNC służy do zmiany
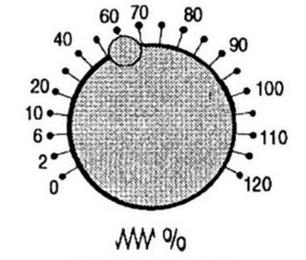
A. prędkości skrawania.
B. głębokości skrawania.
C. prędkości posuwu.
D. prędkości obrotowej.
Poprawna odpowiedź to prędkość posuwu, ponieważ pokrętło na pulpicie sterowniczym tokarki CNC ma na celu regulację tego właśnie parametru. W praktyce, prędkość posuwu odnosi się do szybkości, z jaką narzędzie skrawające przesuwa się wzdłuż obrabianego materiału. Zmiana tego parametru jest kluczowa, aby osiągnąć optymalne rezultaty w procesie obróbczych, takie jak jakość powierzchni i wydajność skrawania. Na przykład, zbyt niska prędkość posuwu może prowadzić do nadmiernego nagrzewania się narzędzia oraz pogorszenia jakości obrabianego przedmiotu, podczas gdy zbyt wysoka prędkość może skutkować uszkodzeniem narzędzia i materiału. W przemyśle stosuje się różne standardy, takie jak ISO 1000, które dostarczają wytycznych dotyczących parametrów obróbczych, w tym prędkości posuwu, aby zapewnić optymalne i bezpieczne warunki pracy. Wiedza na temat dostosowywania prędkości posuwu jest niezbędna dla operatorów maszyn CNC, aby mogli skutecznie reagować na zmiany w materiale i wymaganiach produkcyjnych.