Pytanie 1
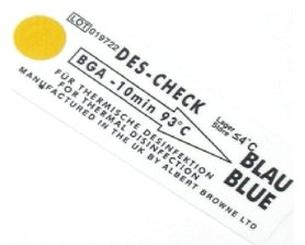
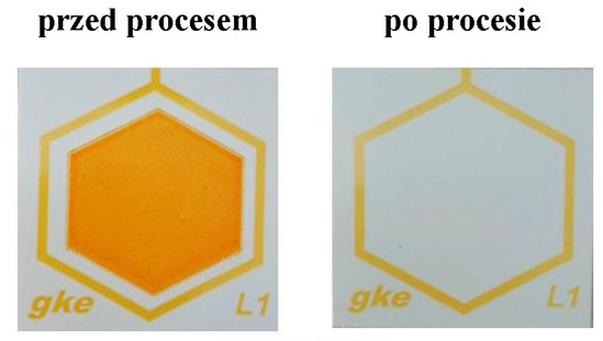
Prawidłowo zabarwiony chemiczny wskaźnik procesu typu 1 wskazuje na to, że
A. proces przebiegł bez zakłóceń
B. wyrób przeszedł proces sterylizacji
C. wyrób pozostaje sterylny
D. proces sterylizacji został zrealizowany skutecznie
Prawidłowo przebarwiony chemiczny wskaźnik procesu typu 1 sygnalizuje, że wyrób był poddawany procesowi sterylizacji. Chemiczne wskaźniki są niezawodnym narzędziem, które informują o tym, czy dany materiał został wystawiony na działanie odpowiednich czynników sterylizacyjnych, takich jak wysoka temperatura czy para wodna. W przypadku typu 1, wskaźniki te zmieniają kolor w wyniku reakcji chemicznej, co wskazuje na to, że wyrób został prawidłowo umieszczony w cyklu sterylizacji. Takie praktyki są kluczowe w zachowaniu standardów jakości, szczególnie w branżach takich jak medycyna czy przemysł farmaceutyczny, gdzie bezbłędne procesy sterylizacji mają kluczowe znaczenie dla bezpieczeństwa pacjentów. Wykorzystanie chemicznych wskaźników typu 1 jest częścią norm ISO 13485 oraz wytycznych FDA, które wymagają, by proces sterylizacji był dokładnie monitorowany. Przykładowo, w przypadku instrumentów chirurgicznych, stosowanie tych wskaźników zapewnia, że nie tylko same procedury są skuteczne, ale także że personel odpowiedzialny za ich przygotowanie działa zgodnie z regulacjami.