Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 1/40 punktów (6,7%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Średnica prętów walcowanych na gorąco powinna zgodnie z dokumentacją wynosić \( \phi 30_{-0,3}^{+0,2} \). Która średnica pręta nie spełnia tego warunku?
Brak odpowiedzi na to pytanie.
Na rysunkach przedstawiono następujące po sobie etapy procesu

Brak odpowiedzi na to pytanie.
Które urządzenie do nagrzewania wyrobów w procesie obróbki cieplnej przedstawiono na fotografii?

Brak odpowiedzi na to pytanie.
Jakiego typu powłokę ochronną stosuje się na cienkie blachy przeznaczone do wykorzystania w pokryciach dachowych oraz w karoseriach pojazdów?
Brak odpowiedzi na to pytanie.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Temperatura topnienia brązu cynowego CuSn10 wynosi w przybliżeniu 1020°C. Zalecana temperatura wlewania wlewnic jest o 50 stopni wyższa. Jaką temperaturę należy ustawić do wylania brązu z pieca?
Brak odpowiedzi na to pytanie.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Który z podanych metali jest głównym produktem pozyskiwanym z szlamu anodowego, który powstaje w trakcie procesów rafinacji elektrolitycznej miedzi?
Brak odpowiedzi na to pytanie.
Który z wymienionych materiałów metalowych, opisanych symbolami alfanumerycznymi, jest odpowiedni do kucia na gorąco?
Brak odpowiedzi na to pytanie.
Chwytak pneumatyczny przedstawia zdjęcie oznaczone literą

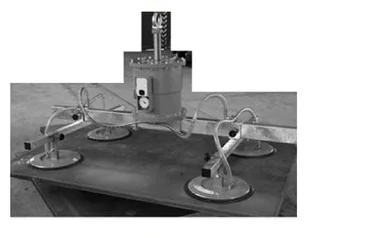

Brak odpowiedzi na to pytanie.
Które z poniższych urządzeń transportowych jest używane do wprowadzenia dużych wlewków kuziennych do pieca komorowego z wysuwnym trzonem?
Brak odpowiedzi na to pytanie.
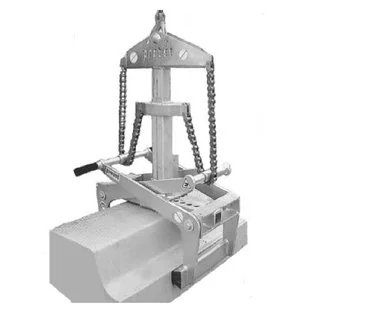
Maszyna pomocnicza przedstawiona na rysunku to

Brak odpowiedzi na to pytanie.
Aby zniwelować skutki zgniotu po obróbce plastycznej w niskiej temperaturze, konieczne jest przeprowadzenie wyżarzania
Brak odpowiedzi na to pytanie.
Do przewozu podgrzanego wsadu w procesie walcowania wykorzystuje się przenośniki
Brak odpowiedzi na to pytanie.