Pytanie 1
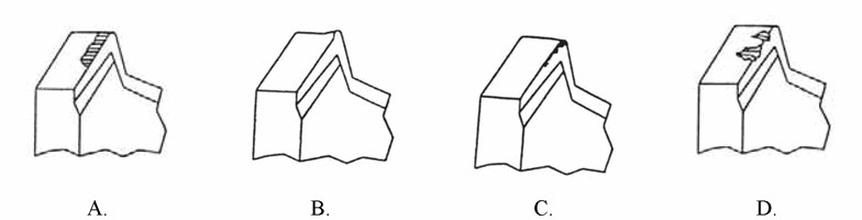
W trakcie toczenia materiału najbardziej pożądanym ze względu na wytrzymałość narzędzia jest wiór
A. piłkowy
B. odpryskowy
C. wstęgowy
D. schodkowy
Odpowiedzi 'wstęgowy', 'piłkowy' oraz 'schodkowy' nie są poprawne z perspektywy trwałości ostrza w procesie toczenia i mają swoje ograniczenia. Wiór wstęgowy powstaje w wyniku działania mniejszych sił skrawających i jest charakterystyczny dla obróbki osiowej, co prowadzi do mniejszych mocy skrawania, ale jednocześnie może zwiększać zużycie narzędzia. W przypadku piłkowego wióra, który jest stosowany głównie w procesach cięcia, jego generacja jest rezultatem pracy narzędzi piłujących, co nie jest odpowiednie w kontekście toczenia, gdzie wymagane jest bardziej precyzyjne odrywanie materiału. Wiór schodkowy, z kolei, pojawia się w wyniku przerywanego skrawania i jest często skutkiem niewłaściwego ustawienia parametrów obróbczych, co prowadzi do gorszej jakości wykończenia i zwiększonego zużycia narzędzi. W rezultacie, przyjmowanie tych wiórów jako optymalnych w kontekście toczenia może prowadzić do mylnych wniosków, obniżenia jakości produkcji oraz wzrostu kosztów związanych z wymianą narzędzi i naprawą powierzchni obrabianych. Warto zwrócić uwagę na znaczenie odpowiednich parametrów skrawania, aby uzyskać pożądany typ wióra, a co za tym idzie, osiągnąć najwyższą efektywność i jakość procesu obróbczej.