Pytanie 1
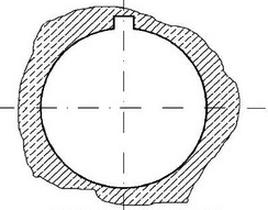
Punkt odniesienia narzędzia na rysunku oznaczono numerem

A. 1
B. 4
C. 3
D. 2
Wybierając odpowiedzi 1, 2 lub 4, można doświadczyć błędów w interpretacji oznaczeń na rysunku. W przypadku odpowiedzi 1, wskazanie numeru 2 jako punktu odniesienia może wynikać z nieprecyzyjnego przestudiowania rysunku. Często zdarza się, że osoby, które nie zwracają uwagi na szczegóły, mogą przeoczyć kluczowe elementy, co prowadzi do błędnych wniosków. Odpowiedź 2, wskazująca na numer 3, może sugerować, że użytkownik nie dostrzegł rzeczywistego oznaczenia lub nie zrozumiał jego lokalizacji w kontekście całego rysunku. Wiele osób popełnia błąd, zakładając, że ich pierwsza intuicja co do numeracji jest poprawna, zamiast dokładnie analizować informacje wizualne. Odpowiedź 4 również pokazuje tendencję do nadinterpretowania i błędnego rozumienia oznaczeń, ponieważ numer 4 nie pojawia się w kontekście wskazania punktu odniesienia. Takie pomyłki są często wynikiem braku praktyki w analizie dokumentacji technicznej, co może prowadzić do poważnych konsekwencji w rzeczywistych zastosowaniach inżynieryjnych. Właściwe zrozumienie i identyfikacja punktów odniesienia są kluczowe dla właściwego użytkowania narzędzi w praktyce przemysłowej oraz w procesie produkcyjnym, gdzie precyzja odgrywa fundamentalną rolę.