Pytanie 1
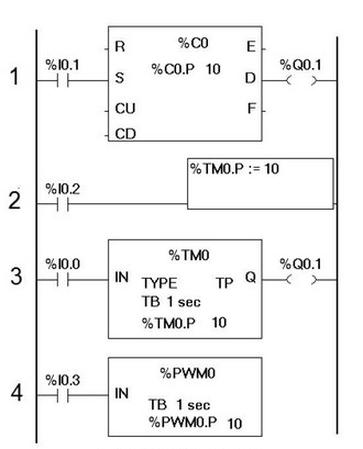
Na rysunku przedstawiony został diagram czasowy obrazujący pracę licznika. Warunkiem wyzerowania licznika jest podanie
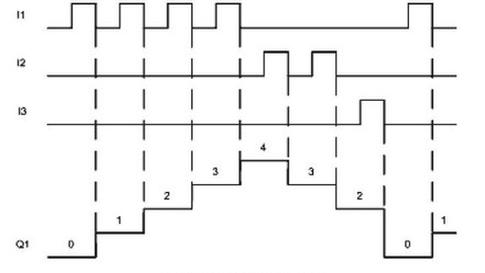
A. logicznej 1 na wejście I3
B. logicznej 1 na wejście I1
C. logicznego 0 na wejście I2
D. logicznego 0 na wejście I3
Odpowiedź wskazująca na logiczną 1 na wejście I3 jest poprawna, ponieważ w systemach cyfrowych, takich jak liczniki, wyzerowanie wymaga specyficznych sygnałów kontrolnych. W przypadku większości liczników, sygnał na wejściu I3 jest kluczowy dla inicjowania resetu, co oznacza, że przekształca bieżące zliczanie do zera. W praktyce, takie mechanizmy są istotne w projektowaniu urządzeń cyfrowych, gdzie resetowanie liczników może być konieczne w określonych sytuacjach, jak np. w systemach zliczających czas czy liczników impulsów. Ważnym aspektem jest to, że w projektach inżynieryjnych stosuje się precyzyjne sygnały do kontrolowania stanu urządzeń, co jest zgodne z zasadami projektowania układów logicznych. Użycie logicznej 1 na wejściu I3 do resetowania licznika jest zgodne z najlepszymi praktykami w inżynierii cyfrowej, zapewniając, że licznik działa w sposób przewidywalny i efektywny w różnych scenariuszach operacyjnych.