Pytanie 1
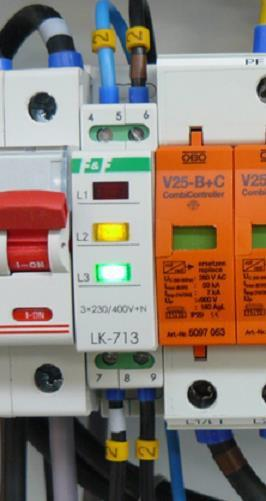
Z którego układu sieciowego należy zasilić urządzenie, jeżeli na schemacie sieć zasilającą oznaczono 400 V ~3/PEN?
A. IT
B. TN - S
C. TN - C
D. TT
Sieć oznaczona jako 400 V ~3/PEN to typowy przykład układu TN-C, gdzie przewód neutralny (N) i ochronny (PE) występują jako wspólny przewód PEN. W praktyce spotkasz takie rozwiązania chociażby w starszych instalacjach przemysłowych albo na głównych liniach rozdzielczych w dużych zakładach. Moim zdaniem, zrozumienie, czym się różni TN-C od innych układów, daje solidne podstawy do dalszego ogarniania elektroinstalacji. W TN-C przewód PEN pełni jednocześnie funkcję ochronną oraz roboczą, więc urządzenia zasilane z takiej sieci muszą być odpowiednio do tego przystosowane – szczególnie przy podłączaniu obudów metalowych. Standardy, np. PN-HD 60364, dokładnie opisują zasady stosowania tego układu, a w praktyce istotne jest, by pamiętać o ograniczeniach: na przykład nie wolno stosować gniazd z bolcem ochronnym bezpośrednio w układzie TN-C, jeśli nie ma wyodrębnionego PE. W nowych instalacjach częściej stosuje się TN-S lub TN-C-S, ale TN-C nadal jest obecny i trzeba wiedzieć, jak się z nim obchodzić. Warto też wiedzieć, że przy modernizacji często robi się przejście z TN-C na TN-S właśnie przez rozdzielenie PEN na PE i N. To taka rzecz, którą każda osoba z branży powinna mieć w małym palcu.