Pytanie 1
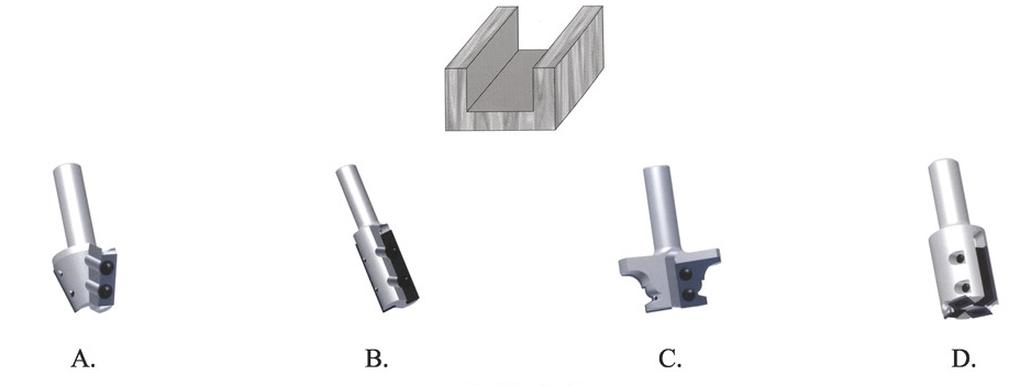
Za pomocą którego freza można wykonać profil pokazany na rysunku?
A. B.
B. A.
C. D.
D. C.
Frezy z literką "D" są naprawdę dobrze zaprojektowane, żeby pasowały do profilu na rysunku. Ich kształt sprawia, że można precyzyjnie wycinać różne kształty, które spełniają wymagania technologiczne w obróbce skrawaniem. Z mojego doświadczenia, ważne jest, żeby używać odpowiednich frezów, bo to wpływa na jakość obrobionych elementów, ich wytrzymałość i estetykę. Frezy podobne do "D" są często wykorzystywane w przemyśle motoryzacyjnym czy meblarskim, a także przy produkcji części precyzyjnych, gdzie każdy detal ma znaczenie. Dobrym pomysłem jest też dopasowanie frezów do materiału, z którym pracujemy. Na przykład, przy obróbce twardszych materiałów, jak stal nierdzewna, warto wybrać frezy o większej twardości i odpowiednim kącie natarcia, żeby narzędzia były mniej zużywane. Zrozumienie kształtów i zastosowania frezów to naprawdę kluczowa kwestia w technologii obróbczej.