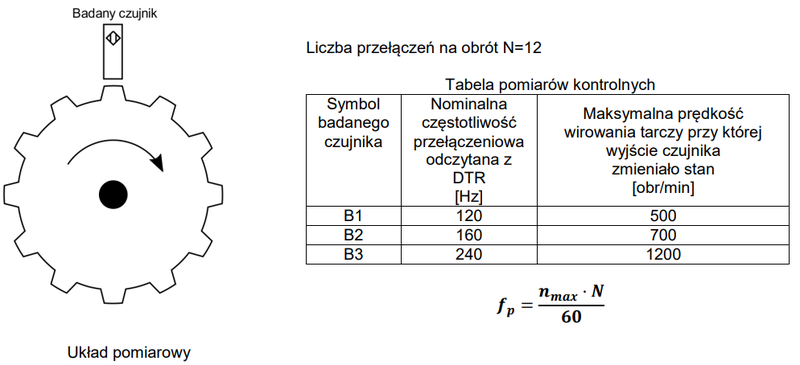
Pytanie 1
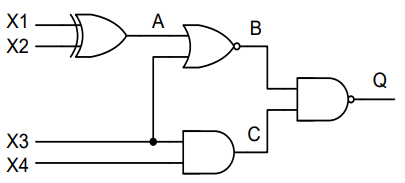
W układzie, którego schemat pokazano na rysunku, sprawdzono testerem stany logiczne na wejściach i wyjściach bramek, wyniki podano w tabeli. Z podanych stanów wynika, że uszkodzona jest bramka logiczna
| Sygnał | Stan logiczny |
|---|---|
| X1 | 1 |
| X2 | 0 |
| X3 | 0 |
| X4 | 1 |
| A | 1 |
| B | 0 |
| C | 0 |
| Q | 1 |
A. NAND
B. Ex-OR
C. AND
D. NOR
Poprawna odpowiedź to AND, bo przy danym układzie logicznym oraz wskazanych stanach wejść i wyjść, tylko bramka AND nie działa tak, jak powinna. Patrząc na schemat i tabelę, przy X3 = 0 oraz X4 = 1 na wejściu AND-a powinniśmy mieć wynik C = 0 (co się zgadza), ale potem całość powinna wpływać na wynik Q przy pracy wszystkich poprawnych bramek. W tym przykładzie, nawet jak reszta układu działa poprawnie, to jeżeli na wyjściu bramki AND pojawia się nieoczekiwany sygnał, całość logiczna zostaje zaburzona i końcowa wartość Q nie ma sensu według teorii bramek logicznych. W praktyce, często spotyka się zjawisko uszkodzenia pojedynczych bramek w układach cyfrowych, co prowadzi do źle działających fragmentów większych systemów – na przykład w automatyce przemysłowej czy sterownikach PLC. Moim zdaniem, umiejętność szybkiej diagnostyki tego typu błędów to podstawa dla kogoś, kto chce być dobrym serwisantem lub programistą systemów cyfrowych. Warto zwracać uwagę na sygnały wyjściowe, bo często to one pierwsze zdradzają, że coś jest nie tak z konkretną bramką – zgodnie z praktyką, zawsze najpierw sprawdzaj logiczne zależności, a dopiero potem szukaj uszkodzeń mechanicznych. Dużo można nauczyć się na takich zadaniach, bo potem w realnych sytuacjach nie ma czasu na długie analizy – trzeba działać szybko i logicznie.