Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 30/40 punktów (75,0%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
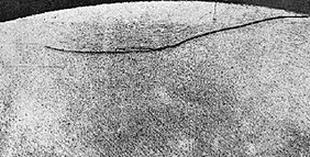
Zilustrowana na przedstawionym rysunku wada wyrobu tłoczonego to

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Z obszernych odkuwek kutych często eliminowane są pojedyncze, płytkie zarysowania oraz podłamy przy użyciu metody
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaką metodę stosuje się do produkcji powłok ochronnych na blachy trapezowe, które mają być użyte jako pokrycia dachowe?
Jaką metodę czyszczenia powierzchni stali zimnowalcowanej powinno się zastosować przed procesem cynkowania elektrolitycznego?
Jakie z wymienionych urządzeń powinno się wykorzystać do przewozu gorących wlewków w piecu wgłębnym na terenie kuźni?
Który rodzaj przenośnika, stosowanego do transportowania nagrzanego wsadu, przedstawiono na rysunku?

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Na podstawie fragmentu tabeli konserwacji elementów suwnicy pomostowej określ, który element suwnicy lub parametr powinien być sprawdzany najczęściej.
| Lp. | Kontrola przy uruchamianiu po montażu lub remoncie | Kontrola codzienna na początku pracy | Pierwszy raz po 3 miesiącach | Regularna konserwacja po 12 miesiącach | Konserwacja po 10 latach względnie przy remoncie generalnym | Tabela konserwacji elementów suwnicy pomostowej |
|---|---|---|---|---|---|---|
| 1 | x | x | x | Hamulec | ||
| 2 | x | x | x | Połączenia śrubowe | ||
| 3 | x | x | x | Uzębienie wału/koła: zużycie, smarowanie | ||
| 4 | x | Wymiana oleju/smaru przekładniowego |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Uzupełnienie mosiądzu o niezbędne składniki stopowe należy przeprowadzić zgodnie z kartą wytopu w temperaturze około 960°C. Określ na podstawie wskazania czujnika temperatury, pokazanego na fotografii, o ile należy zwiększyć temperaturę stopu.

Który z wymienionych substancji stosuje się jako topnik w procesie spiekania w piecu wielkopiecowym, gdy skała macierzysta rud żelaza posiada charakter kwaśny?
Którą wartość wskazuje manometr przedstawiony na rysunku?

Które sortymenty koksu mogą znajdować się w naboju do wielkiego pieca, jeśli zasypuje się tam wyłącznie frakcje o granulacji powyżej 0,04 m?
| Sortyment | Wielkość kawałków, mm |
|---|---|
| Kęsy | > 80 |
| Kostka | 80÷63 |
| Orzech I | 63÷40 |
| Orzech II | 40÷20 |
| Groszek I | 20÷10 |
| Groszek II | 20÷6,3 |
| Koksik I | 10÷0 |
| Koksik II | 6,3÷0 |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Określ na podstawie tabeli, jaki należy zaplanować czas przeprowadzania remontu bieżącego wielkiego pieca, jeśli stan pieca jest zadowalający.
| Rodzaj remontu | Cykl remontowy | Czas trwania remontu |
|---|---|---|
| Bieżący (stan pieca dobry) | Co 6 miesięcy | 12÷16 godzin |
| Bieżący (stan pieca zadowalający) | Co 2÷3 miesiące | 6÷10 godzin |
| Średni | Co 18÷24 miesięcy | 4÷6 dni |
| Kapitalny | Co 3÷7 lat | 30÷65 dni |
Jaką formę mają cząstki proszków metalowych otrzymanych w wyniku elektrolitycznego wydzielania z wodnego roztworu?
Który z wymienionych materiałów metalowych, opisanych symbolami alfanumerycznymi, jest odpowiedni do kucia na gorąco?
Które z wymienionych w tabeli medium rozpylające należy stosować przy wytwarzaniu proszków Sn i Pb.
| Medium rozpylające | Rozpylany materiał |
|---|---|
| A. Powietrze | surówka, żeliwo, cynk, stal węglowa, cyna, ołów, miedź |
| B. Azot | aluminium, nikiel, miedź, brązy, stal nierdzewna, |
| C. Argon | stal szybkotnąca, superstopy na bazie niklu lub kobaltu |
| D. Woda | żeliwo, stal, brązy, cynk |
Jaki rodzaj transportu kęsiska przedstawia zdjęcie?

Jaki materiał wsadowy powinien być użyty do wytwarzania drutu metodą zimnego ciągnienia?
Na podstawie danych w tabeli wskaż zakres nacisków jednostkowych w MPa dla stali węglowej o zawartości węgla nieprzekraczającej 0,1%
| Materiał | Naciski jednostkowe MPa |
|---|---|
| Aluminium | 600-800 |
| Stopy aluminium do obr. plastycznej | 800-1000 |
| Czysta miedź | 1200-1400 |
| Mosiądz M63 | 1400-1600 |
| Stal węglowa (do 0,1 % C) | 1200-1600 |
| Stal węglowa (do 0. 15% C) | 1600-1800 |
| Stale węglowe (do 0,35% C) oraz niskostopowe | 1800-2200 2000-2800 |
Aby zmniejszyć twardość stali, konieczne jest wykonanie odpuszczania średniego, które realizuje się w temperaturach
Który z wymienionych materiałów wsadowych powinien być użyty w procesie kucia swobodnego wału dużej turbiny gazowej?
Jakiego typu obróbkę należy przeprowadzić, aby zwiększyć odporność elementów maszyn i narzędzi narażonych na zużycie ścierne, korozję oraz utlenianie w temperaturach do 850°C?
Który rodzaj obróbki plastycznej należy zastosować do wytwarzania elementów pokazanych na rysunku?

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Na trawionym przekroju pręta ujawniono wadę powstałą w trakcie obróbki plastycznej. Jaka to wada?
Odczytaj z tabeli, jaka może być najmniejsza grubość denka odkuwki o średnicy ds = 102 mm i wysokości h = 200 mm.
| \( b_s \) lub \( d_s \) mm | Najmniejsze grubości dla lub denka dla stosunku \( \frac{l}{b_s} \) lub \( \frac{h}{d_s} \) | |
|---|---|---|
| \( \frac{l}{b_s} \) lub \( \frac{h}{d_s} \leq 3 \) | \( \frac{l}{b_s} \) lub \( \frac{h}{d_s} > 3 \) | |
| do 25 | 2 | 3 |
| 25,1 – 40 | 3 | 4 |
| 40,1 – 63 | 5 | 6 |
| 63,1 – 100 | 6 | 8 |
| 100,1 – 160 | 8 | 10 |
| 160,1 – 250 | 12 | 16 |
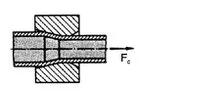
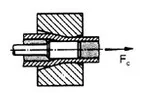
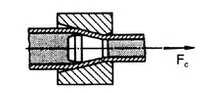
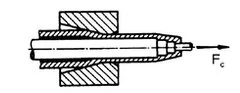
Na którym rysunku przedstawiono metodę ciągnienia rur na korku swobodnym?
W tabeli podano ilość operacji poszczególnych płyt odcinaka dwutaktowego, po wykonaniu których należy przeprowadzić przeglądy lub naprawy oprzyrządowania. Którą płytę należy najczęściej poddawać przeglądom i naprawom?
| Czynność | Ilość wykonanych operacji | |||
|---|---|---|---|---|
| Płyta | ||||
| tnąca | stemplowa | głowicowa | prowadząca | |
| Przegląd techniczny | 500 | 1 000 | 2 000 | 1 000 |
| Naprawa bieżąca | 750 | 1 250 | 3 000 | 1 500 |
| Naprawa średnia | 1 000 | 1 500 | 4 000 | 2 000 |
| Naprawa główna | 1 250 | 1 750 | 5 000 | 2 500 |
Jaką metodę usuwania zanieczyszczeń z powierzchni blach stalowych wykorzystuje się przed nałożeniem ochronnej powłoki cynkowej w procesie ciągłego cynkowania ogniowego?
Który z wymienionych surowców mineralnych jest kluczowym materiałem stosowanym w wytwarzaniu aluminium?
Który rodzaj pieca do nagrzewania wsadu przed obróbką plastyczną przedstawiono na rysunku?

Który z poniższych procesów technologicznych jest stosowany do produkcji stali z zastosowaniem pieców elektrycznych?