Pytanie 1
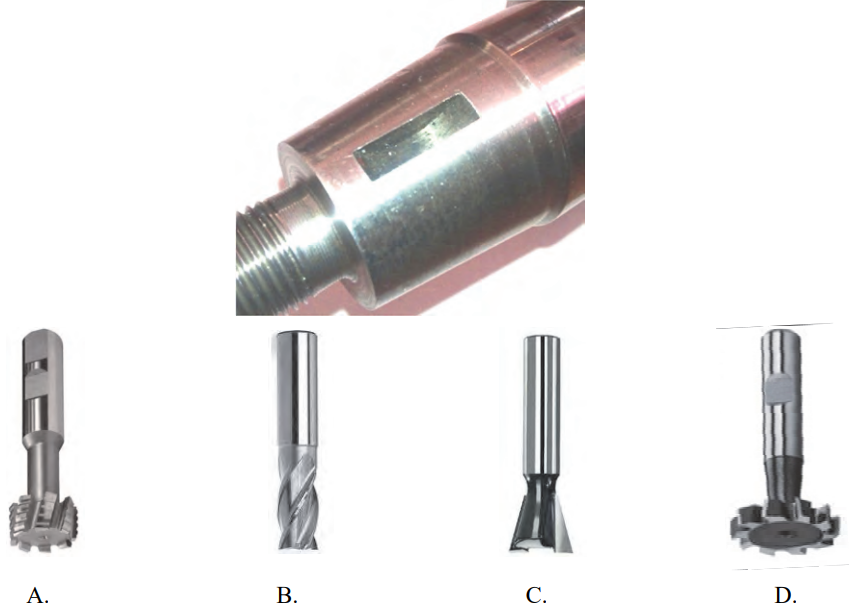
Część wiertła krętego nazywana "łysinką" oznaczona jest na przedstawionym rysunku literą

A. A.
B. B.
C. C.
D. D.
Odpowiedź B jest poprawna, ponieważ łysinka wiertła krętego to istotna część narzędzia, która odgrywa kluczową rolę w procesie wiercenia. Jest to odcinek wiertła, który nie posiada ostrza tnącego i znajduje się najbliżej trzonu, przed częścią mocującą. Dzięki tej konstrukcji, wiertło jest bardziej stabilne podczas pracy, co zapobiega jego zbytniemu zginaniu i zwiększa precyzję wiercenia. W praktyce, łysinka jest również miejscem, w którym wiertło może być używane do wkręcania lub odkręcania elementów, co jest istotne w wielu zastosowaniach przemysłowych. W branży obróbczej, zgodnie z dobrą praktyką, należy zwracać uwagę na długość oraz średnicę łysinki, aby uzyskać optymalne wyniki wiercenia. Właściwe dostosowanie tych parametrów do materiału, w którym pracujemy, może znacząco wpłynąć na efektywność procesu oraz żywotność narzędzia.